Abstract
Process simulation, design evaluation, and techno-economic analysis of a modular hydroskimming refinery with a processing capacity of 5,000–30,000 bbl/day for selected Nigerian crude oils (Yoho, Bonga, and Qua Iboe) using Aspen HYSYS was considered in this research. Crude oil assays were characterized into pseudo-components using the Peng–Robinson equation of state to accurately represent thermodynamic behaviour. The refinery configuration comprised a Crude Distillation Unit (CDU), naphtha stabilization and splitting units, a naphtha hydrotreating reactor, and a catalytic reforming unit. Simulation results demonstrated a linear increase in product yields with increasing throughput, confirming steady-state operability and scalability across the evaluated capacity range. Product distribution analysis revealed that Bonga crude (API 27.7°) yielded higher heavy fuel oil fractions exceeding 30–35 wt%, while Qua Iboe crude (API 37.3°) produced higher yields of light and middle distillates, with naphtha and kerosene fractions reaching approximately 25–35 wt%. Yoho crude (API 41°) exhibited intermediate behaviour, with balanced distribution across product streams. The CDU operated effectively within a temperature range of 104–644°F and pressure range of 20–49 psig, ensuring efficient fractionation. The hydrotreating unit achieved optimal performance at 340°C and 25 bar, while the catalytic reformer operating at 500°C and 15 bar produced high-octane reformate with stable hydrogen recycle. Economic analysis indicated that capital cost increased from approximately $26 million at 5,000 bbl/day to $78 million at 30,000 bbl/day, while the unit capital cost decreased from about $5,200/bbl/day to $2,600/bbl/day, demonstrating significant economies of scale. This research confirms that modular hydroskimming refineries are technically viable, operationally stable, and economically scalable for processing diverse Nigerian crude oils, providing a strategic solution for decentralized refining and energy security enhancement.
Keywords
Modular Hydroskimming Refinery, Aspen HYSYS Simulation, Crude Oil Processing, Nigerian Crude Oils,
Product Yield Distribution, Catalytic Reforming, Naphtha Hydrotreating
1. Introduction
The global petroleum refining industry plays a critical role in transforming crude oil into valuable energy products required for industrial, transportation, and domestic applications. Crude oil, in its raw form, has limited direct utility; hence, refining processes such as fractional distillation, conversion, treatment, and blending are essential to produce marketable products including gasoline, diesel, kerosene, and liquefied petroleum gas
| [3] | Gary, J. H., & Handwerk, G. E. (2007). Petroleum refining: Technology and economics (5th ed.). CRC Press. |
| [5] | Luyben, W. L. (2013). Distillation design and control using Aspen simulation. Wiley. |
| [11] | Riazi, M. R. (2005). Characterization and properties of petroleum fractions. ASTM International. |
[3, 5, 11]
. These refining operations are inherently complex and capital-intensive, often requiring large-scale infrastructure, advanced process integration, and significant operational expertise. In Nigeria, despite being one of the largest crude oil producers globally, the downstream refining sector remains underdeveloped and inefficient. Historically, the country established four conventional refineries with a combined installed capacity of approximately 445,000 barrels per day (bpd). However, due to challenges such as poor maintenance culture, operational inefficiencies, vandalism, and inadequate investment, these refineries have consistently operated below optimal capacity, leading to a persistent reliance on imported refined petroleum products
| [5] | Luyben, W. L. (2013). Distillation design and control using Aspen simulation. Wiley. |
| [9] | Okeke, C., & Zhang, Y. (2020). Modular refinery development for sustainable energy systems in developing economies. Energy Policy, 138, 111–120. |
| [14] | Speight, J. G. (2014). The chemistry and technology of petroleum (5th ed.). CRC Press. |
[5, 9, 14]
. This inefficiency has created a widening gap between domestic petroleum product demand and supply, posing significant economic and energy security challenges. To address this deficit, modular refineries have emerged as a viable alternative within the Nigerian petroleum industry. A modular refinery is defined as a skid-mounted, pre-fabricated refining system designed for easy transportation, rapid installation, and flexible scalability, typically operating within a capacity range of 500 to 30,000 bpd
| [1] | Bilal, S., Mohammed, D. I. A., & Mujahid, A. U. (2013). Simulation of hydrodesulphurization (HDS) unit of Kaduna Refining and Petrochemical Company Limited. Chemical and Process Engineering Research, 13, 29–35. |
| [7] | Nuruideen, I. G., Nuruideen, S. T. U., Abdulasis, U. T., & Aitsaguegbe, S. A. (2021). Design and fabrication of a model demonstrative modular refinery. Iconic Research and Engineering Journals, 5(5), 128–131. |
| [8] | Odigure, J. O. (2001). Safety loss prevention and pollution control in chemical process industries. Jodigs and Associates. |
[1, 7, 8]
. Unlike conventional refineries, modular refineries offer advantages such as lower capital investment, shorter construction timelines, operational flexibility, and ease of expansion. These features make them particularly suitable for developing economies and remote locations where large-scale refinery infrastructure may not be economically feasible. From a process engineering perspective, modular hydroskimming refineries primarily consist of atmospheric distillation units (ADU), which serve as the core separation units for crude oil fractionation. Additional upgrading units such as naphtha hydrotreaters, catalytic reformers, and fluid catalytic cracking (FCC) units can be incorporated to enhance product quality and increase the yield of high-value products such as gasoline
| [4] | Jechura, J. (2018). Process economics program report: Petroleum refining processes. IHS Markit. |
| [6] | Nigerian National Petroleum Corporation (NNPC). (2019). Annual statistical bulletin. NNPC. |
| [12] | Seider, W. D., Seader, J. D., Lewin, D. R., & Widagdo, S. (2017). Product and process design principles (4th ed.). Wiley. |
[4, 6, 12]
. The configuration and performance of such refineries are highly dependent on crude oil characteristics, including API gravity, sulphur content, and compositional variability, which significantly influence product yields and process efficiency.
Recent studies have emphasized the techno-economic viability and strategic importance of modular refineries in enhancing energy security, promoting local content development, and stimulating economic growth in Nigeria
| [2] | Gary, J. H., & Handwerk, G. E. (1984). Petroleum refining: Technology and economics (2nd ed.). Marcel Dekker. |
| [10] | Peters, M. S., Timmerhaus, K. D., & West, R. E. (2003). Plant design and economics for chemical engineers (5th ed.). McGraw-Hill. |
| [13] | Song, C. (2003). An overview of new approaches to deep desulfurization for ultra-clean gasoline, diesel fuel and jet fuel. Catalysis Today, 86(1–4), 211–263. |
[2, 10, 13]
. Furthermore, modular refineries contribute to decentralizing refining capacity, reducing transportation costs, and mitigating risks associated with centralized refinery shutdowns. Their ability to operate in clusters also enhances system resilience and ensures continuous product supply in the event of operational disruptions. Despite these advantages, several technical and operational challenges persist, including crude selection complexity, process optimization, product quality control, and integration of upgrading units for improved refinery performance. Additionally, there remains a significant gap in the comprehensive simulation and performance evaluation of modular refineries processing different Nigerian crude oils under varying operating conditions. Given that Nigerian crude oils exhibit diverse physicochemical properties, their behaviour during refining processes must be systematically analyzed to optimize product yield distribution and process efficiency. Process simulation tools such as Aspen HYSYS have become indispensable in modern refinery design and analysis, enabling rigorous modelling of thermodynamic behavior, mass and energy balances, and process optimization. Simulation-based studies provide critical insights into refinery performance, allowing engineers to evaluate different crude blends, operating conditions, and configuration scenarios prior to physical implementation. This approach reduces design uncertainties, enhances operational efficiency, and supports informed decision-making in refinery development. The aim of this study is to develop a comprehensive process simulation model of a modular hydroskimming refinery using Aspen HYSYS for selected Nigerian crude oils, with a view to evaluating refinery performance in terms of product yield distribution, process efficiency, and operational feasibility. The significance of this research lies in its contribution to bridging the gap between theoretical refinery design and practical implementation within the Nigerian context. By integrating crude-specific analysis with process simulation, the study provides valuable insights into the suitability of different Nigerian crude oils for modular refining systems. Furthermore, the findings will support investment decisions, enhance refinery design optimization, and contribute to the development of sustainable and economically viable refining solutions capable of addressing Nigeria’s persistent energy supply challenges.
2. Materials and Methods
2.1. Materials
2.1.1. Crude Oil Feedstocks
Three Nigerian crude oil samples, Yoho, Bonga, and Qua Iboe were selected as feedstocks for this study based on their varying physicochemical properties and API gravities. These crude oils represent typical light to medium Nigerian crude blends and were chosen to evaluate the influence of crude characteristics on refinery performance and product yield distribution. The crude oil assay data, including compositional distribution and bulk properties such as density, API gravity, sulphur content, viscosity, and nitrogen content, were obtained and used as input parameters for simulation. Detailed assay data for the selected crude oils are presented in
Tables 1-3.
Table 1. Yoho Crude Assay Data.
Components | Molecules (wt% on Crude) | Whole Crude Properties | Value |
Methane + ethane | 0.02 | Density@15°C (g/cc) | 0.8200 |
Propane | 0.36 | API Gravity | 41.0 |
Isobutane | 0.43 | Total Sulfur (%wt) | 0.06 |
n-butane | 1.14 | Pour Point (°C) | 15 |
Isopentane | 1.24 | Viscosity @ 20°C (cSt) | 2.8 |
n-pentane | 1.24 | Viscosity@ 40°C (cSt) | 2.1 |
Cyclopentane | 0.23 | Nickel (ppm) | 1.7 |
C6 paraffins | 2.63 | Vanadium (ppm) | 0.2 |
C6 naphthenes | 2.45 | Total Nitrogen (ppm) | 503 |
Benzene | 0.23 | Total Acid Number (mgKOH/g) | 0.23 |
C7 paraffins | 2.14 | Mercaptan Sulfur (ppm) | 23.6 |
C7 naphthenes | 4.01 | Hydrohen Sulfide (ppm) | 0.0 |
Toluene | 0.84 | Reid vapor Pressure (kPa) | 51.9 |
Table 2. Bonga Crude Assay Data.
Components | Molecules (wt% on Crude) | Whole Crude Properties | Value |
Methane + ethane | 0.01 | Density@15°C (g/cc) | 0.8884 |
Propane | 0.17 | API Gravity | 27.7 |
Isobutane | 0.17 | Total Sulfur (%wt) | 0.26 |
n-butane | 0.42 | Pour Point (°C) | -44 |
Isopentane | 0.40 | Viscosity@ 20°C (cSt) | 13.9 |
n-pentane | 0.42 | Viscosity@ 40°C (cSt) | 7.3 |
Cyclopentane | 0.10 | Nickel (ppm) | 3.5 |
C6 paraffins | 0.90 | Vanadium (ppm) | 0.3 |
C6 naphthenes | 0.95 | Total Nitrogen (ppm) | 1462 |
Benzene | 0.11 | Total Acid Number (mgKOH/g) | 0.51 |
C7 paraffins | 0.78 | Mercaptan Sulfur (ppm) | 7.0 |
C7 naphthenes | 1.77 | Hydrohen Sulfide (ppm) | 0.0 |
Toluene | 0.61 | Reid vapor Pressure (kPa) | 28.9 |
Table 3. Qua Iboe Crude Assay Data.
Components | Molecules (wt% on Crude) | Whole Crude Properties | Value |
Methane + ethane | 0.01 | Density@15°C (g/cc) | 0.8379 |
Propane | 0.25 | API Gravity | 37.3 |
Isobutane | 0.27 | Total Sulfur (%wt) | 0.12 |
n-butane | 0.78 | Pour Point (oC) | 9 |
Isopentane | 0.84 | Viscosity@ 20°C (cSt) | 4.8 |
n-pentane | 0.88 | Viscosity@ 40°C (cSt) | 3.1 |
Cyclopentane | 0.19 | Nickel (ppm) | 3.5 |
C6 paraffins | 1.94 | Vanadium (ppm) | 0.3 |
C6 naphthenes | 1.78 | Total Nitrogen (ppm) | 862 |
Benzene | 0.11 | Total Acid Number (mgKOH/g) | 0.27 |
C7 paraffins | 1.78 | Mercaptan Sulfur (ppm) | 6.1 |
C7 naphthenes | 3.23 | Hydrohen Sulfide (ppm) | 0.0 |
Toluene | 0.45 | Reid vapor Pressure (kPa) | 41.8 |
2.1.2. Simulation Software and Thermodynamic Model
Aspen HYSYS version 14 was employed as the primary process simulation tool for modelling the modular refinery configuration. The software was selected due to its robust capability in handling petroleum fraction characterization, thermodynamic calculations, and steady-state process simulation.
The Peng–Robinson equation of state was used as the thermodynamic fluid package, owing to its suitability for hydrocarbon systems and its widespread application in refinery process simulation.
2.2. Methods
2.2.1. Crude Oil Characterization
The crude oil assays were characterized within Aspen HYSYS by converting the bulk crude compositions into discrete pseudo-components to enable accurate thermodynamic representation of the feedstock. This characterization approach allows for the estimation of key thermophysical and transport properties required for process simulation. The procedure involved the input of detailed compositional data and bulk properties such as density, API gravity, sulfur content, and viscosity, followed by the generation of hypothetical components based on the assay data. The Peng–Robinson equation of state was employed to model phase behaviour and ensure reliable prediction of vapor–liquid equilibrium within the refinery units. This approach provided a consistent and robust framework for representing the behaviour of the selected crude oils under varying operating conditions.
2.2.2. Development of the Process Simulation Model
A steady-state process simulation model of the modular hydroskimming refinery was developed using Aspen HYSYS to represent the complete crude oil refining process from feed introduction to product recovery. The model was structured to reflect a typical modular refinery configuration and integrated four major processing sections, namely the Crude Distillation Unit (CDU), the naphtha stabilization and splitting unit, the naphtha hydrotreating unit, and the catalytic reforming unit. Each unit operation was modeled and interconnected to simulate the material and energy flows throughout the system. The simulation framework enabled the evaluation of process performance under different refinery capacities and crude oil types, ensuring a comprehensive analysis of product yield distribution, operational stability, and process scalability.
2.2.3. Process Modelling of Refinery Units
(i). Crude Distillation Unit (CDU)
The crude oil feed was subjected to pre-treatment processes including desalting and preheating to remove water and inorganic salts that could lead to corrosion and fouling. The treated crude was subsequently fed into a preflash column to remove light hydrocarbons prior to entering the atmospheric distillation column. The CDU was modelled as a multi-stage distillation column to separate the crude oil into fractions based on boiling point ranges. The major products obtained include overhead gases, naphtha, kerosene, atmospheric gas oil, and heavy fuel oil. Reflux streams were incorporated to enhance separation efficiency and maintain column stability.
(ii). Naphtha Stabilization Unit
The naphtha stabilizer was modelled to reduce the vapor pressure of the naphtha stream by removing light hydrocarbons, primarily propane, butane, and pentane. The unit produces stabilized naphtha as the bottom product and liquefied petroleum gas (LPG) as the overhead stream.
(iii). Naphtha Splitting Unit
The stabilized naphtha was further processed in a naphtha splitter column to separate it into light and heavy fractions. The light naphtha stream was directed to gasoline blending or isomerization units, while the heavy naphtha stream was routed to the hydrotreating unit for further upgrading.
(iv). Naphtha Hydrotreating Unit
The hydrotreating unit was modelled as a fixed-bed reactor system designed to remove impurities such as sulphur, nitrogen, and trace metals from the heavy naphtha stream. The feed was preheated using heat integration with reactor effluent and mixed with hydrogen-rich gas prior to entering the reactor. Hydrodesulfurization and hydrodenitrogenation reactions were simulated under controlled temperature and pressure conditions. The treated product was subsequently stabilized to remove dissolved gases before being transferred to downstream units.
(v). Catalytic Reforming Unit
The catalytic reforming unit was modelled to convert hydrotreated naphtha into high-octane reformate through a series of reactions including dehydrogenation, isomerization, and aromatization. The process consisted of multiple fixed-bed reactors arranged in series. Hydrogen produced during reforming was partially recycled to maintain process efficiency, while excess hydrogen was utilized in the hydrotreating unit. The reformate product was stabilized and routed to gasoline blending systems.
2.2.4. Simulation Conditions and Assumptions
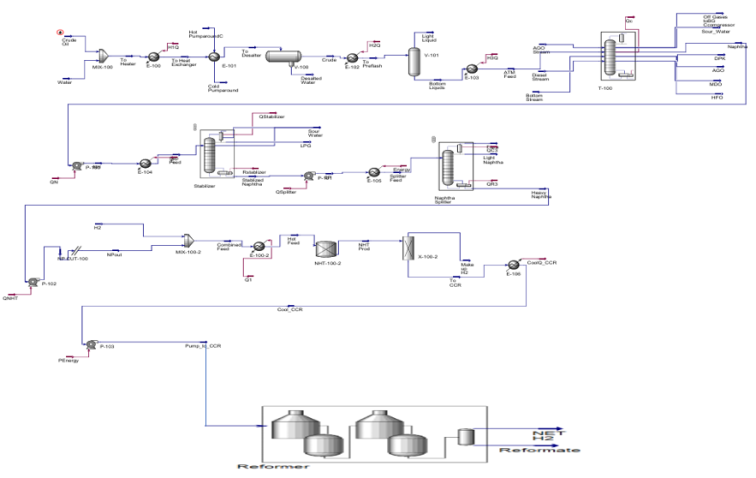
Figure 1. Aspen HYSYS Process Flow Diagram (PFD) of the Modular Hydroskimming Refinery.
The simulation was conducted under steady-state conditions. Standard industrial operating parameters were adopted for all process units based on established refinery design practices.
The following assumptions were made:
Steady-state operation throughout the process
Negligible heat losses to the environment
Ideal vapor–liquid equilibrium in separation units
Constant feed composition during simulation
No catalyst deactivation in reactor units
Figure 1 illustrates the developed Aspen HYSYS simulation model of the modular hydroskimming refinery for the processing of selected Nigerian crude oils. The PFD integrates the major unit operations, including the crude distillation unit, naphtha stabilization and splitting units, naphtha hydrotreating section, and catalytic reforming unit, reflecting the overall process configuration and material flow pathways within the refinery system.
3. Results and Discussion
3.1. Product Yield Distribution for Yoho Crude Oil
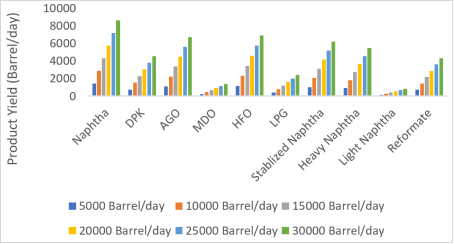
Figure 2 presents the variation of product yields obtained from the simulation of Yoho crude oil across refinery capacities ranging from 5,000 to 30,000 bbl/day. A clear linear increase in all product streams is observed with increasing throughput, indicating stable process behaviour and absence of operational constraints within the simulated capacity range. This proportional scaling is consistent with established refinery modelling principles, where throughput directly influences product flow rates under steady-state conditions
| [12] | Seider, W. D., Seader, J. D., Lewin, D. R., & Widagdo, S. (2017). Product and process design principles (4th ed.). Wiley. |
[12]
.
Figure 2. Product Yield Distribution for Yoho Crude.
From
Figure 2, heavier fractions such as heavy fuel oil (HFO) and atmospheric gas oil (AGO) dominate the yield distribution, suggesting that Yoho crude exhibits characteristics of a medium-to-heavy crude. Moderate production of middle distillates, particularly kerosene and diesel fractions, indicates favourable suitability for transportation fuel production. In contrast, lighter fractions such as LPG and light naphtha are present in lower but consistent quantities, which is typical of hydroskimming refinery configurations that lack extensive conversion units
| [3] | Gary, J. H., & Handwerk, G. E. (2007). Petroleum refining: Technology and economics (5th ed.). CRC Press. |
[3]
. Furthermore, the progressive increase in stabilized naphtha and reformate yields demonstrates effective performance of the upgrading units, particularly the naphtha hydrotreater and catalytic reformer. This behaviour aligns with findings reported by
| [14] | Speight, J. G. (2014). The chemistry and technology of petroleum (5th ed.). CRC Press. |
[14]
, which highlight the critical role of reforming processes in enhancing gasoline yield and quality.
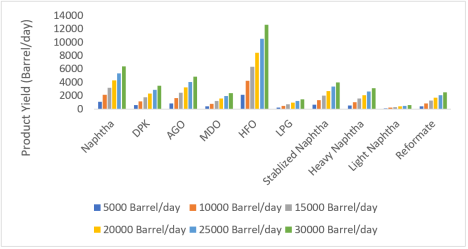
3.2. Product Yield Distribution for Bonga Crude Oil
The product yield distribution for Bonga crude oil is illustrated in
Figure 3. Like Yoho crude, all product streams exhibit a near-linear increase with increasing refinery capacity, confirming stable operation and scalability of the modular hydroskimming configuration. Such behaviour is characteristic of well-converged simulation models and reflects accurate mass balance closure within the system. However,
Figure 3 distinctly shows a significantly higher yield of heavy fuel oil compared to other fractions. This observation is indicative of the heavier nature of Bonga crude, which is further supported by its lower API gravity. Heavier crudes are known to produce higher residual fractions due to their higher molecular weight hydrocarbon composition
| [11] | Riazi, M. R. (2005). Characterization and properties of petroleum fractions. ASTM International. |
[11]
. Consequently, the relatively lower yield of light and middle distillates observed in
Figure 3 is consistent with refinery processing theory.
The moderate production of AGO and kerosene suggests that Bonga crude retains some potential for middle distillate generation, although not as favourable as lighter crudes. The upgrading units continue to perform effectively, as evidenced by the steady increase in reformate and stabilized naphtha yields. According to
| [13] | Song, C. (2003). An overview of new approaches to deep desulfurization for ultra-clean gasoline, diesel fuel and jet fuel. Catalysis Today, 86(1–4), 211–263. |
[13]
, efficient hydrotreating and reforming operations are essential for improving product quality, particularly for heavier feedstocks.
Figure 4 demonstrates that while Bonga crude can be processed efficiently within the modular refinery, its heavier composition results in lower yields of high-value light products, highlighting the importance of crude selection in refinery economics and product optimization.
Figure 3. Product Yield Variation for Bonga Crude.
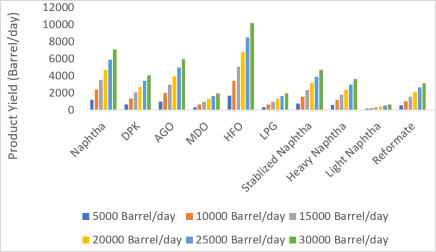
3.3. Product Yield Distribution for Qua Iboe Crude Oil
Figure 4 presents the product yield distribution for Qua Iboe crude oil across the studied capacity range. As observed in
Figures 3 and 4, all product streams increase proportionally with throughput, confirming the stability and reliability of the simulation model. The linear trends observed further validate the scalability of the refinery configuration. Unlike Bonga crude,
Figure 4 reveals a more balanced distribution between light, middle, and heavy fractions. Notably, higher yields of naphtha and middle distillates such as AGO and kerosene are observed, indicating that Qua Iboe crude is relatively lighter in composition. This behaviour is consistent with literature reports that lighter crudes with higher API gravity yield greater proportions of valuable light and middle distillates
| [8] | Odigure, J. O. (2001). Safety loss prevention and pollution control in chemical process industries. Jodigs and Associates. |
[8]
.
Figure 5. Product Yield Variation for Qua Iboe Crude.
Although heavy fuel oil is still produced, its relative proportion is lower compared to Bonga crude, reflecting improved conversion efficiency and better feedstock quality. The consistent production of LPG and light naphtha further supports this observation. Additionally, the steady increase in reformate yield confirms efficient catalytic reforming performance, which is essential for producing high-octane gasoline components
| [14] | Speight, J. G. (2014). The chemistry and technology of petroleum (5th ed.). CRC Press. |
[14]
.
Figure 5 indicates that Qua Iboe crude offers the most favourable product distribution among the three crude types studied, making it highly suitable for modular hydroskimming refinery applications aimed at maximizing high-value product recovery.
3.4. Evaluation of Design Parameters
3.4.1. Crude Distillation Unit (CDU) Performance
The CDU design parameters presented in
Table 4 indicate an efficient and well-optimised distillation system. The column configuration, consisting of 29 stages and operating within a pressure range of 20.3–49.1 psig and temperature range of 104–644°F, provides appropriate thermodynamic conditions for effective fractionation.
Table 4. Design Parameters of CDU.
Parameter | Value |
Number of Stages | 29 |
Condenser Pressure (Psig) | 20.3 |
Condenser Pressure Drop (Psig) | 8.7 |
Bottom Stage Pressure (Psig) | 49.1 |
Condenser Temperature (oF) | 104 |
Top Stage Temperature (oF) | 248 |
Bottom Stage Temperature (oF) | 644 |
Distillate Rate (m3/h) | 150 |
Tray Spacing (m) | 0.5 |
Tray Volume (m3) | 0.8836 |
Diameter (m) | 1.5 |
Weir Height (mm) | 50 |
Weir Length (m) | 1.2 |
Active Area (m2) | 1.264 |
Sieve Hole Diameter (mm) | 12.7 |
Sieve Hole Pitch (mm) | 34.87 |
The temperature gradient across the column ensures proper separation of light, middle, and heavy fractions, while the tray spacing, diameter, and active area facilitate adequate vapour–liquid contact. According to
| [5] | Luyben, W. L. (2013). Distillation design and control using Aspen simulation. Wiley. |
[5]
, such design parameters are critical in achieving high separation efficiency and stable column operation. The results therefore confirm that the CDU design is suitable for the processing capacity and crude types considered in this study.
3.4.2. Naphtha Hydrotreating Unit Performance
Table 5 shows the design parameters of the naphtha hydrotreater which reflect an optimised fixed-bed reactor system operating under conditions favourable for hydrodesulfurization and hydrodenitrogenation. The selected temperature of 340°C and pressure of 25 bar provide adequate reaction kinetics and hydrogen solubility, which are essential for effective impurity removal.
Table 5. Design Parameters of NHT.
Parameter | Value |
Temperature (°C) | 340 |
Pressure (bar) | 25 |
Liquid Hourly Space Velocity, LHSV (hr-1) | 2.5 |
Hydrogen to Hydrocarbon Ratio (Nm³/m³) | 200 |
Catalyst | Ni-Mo/Al₂O₃ |
Reactor Type | Fixed Bed |
Reactor Height (m) | 12 |
Reactor Diameter (m) | 2 |
Number of Beds | 3 |
Catalyst Particle Diameter (mm) | 2 |
Wall Thickness (mm) | 40 |
The hydrogen-to-hydrocarbon ratio of 200 Nm³/m³ ensures sufficient hydrogen availability, while the use of Ni–Mo/Al₂O₃ catalyst enhances catalytic activity and stability. These findings are consistent with established hydrotreating principles reported in the literature
| [13] | Song, C. (2003). An overview of new approaches to deep desulfurization for ultra-clean gasoline, diesel fuel and jet fuel. Catalysis Today, 86(1–4), 211–263. |
[13]
. The reactor configuration and geometry further support efficient mass transfer and reaction performance, confirming the suitability of the design for continuous refinery operation.
3.4.3. Catalytic Reforming Unit Performance
The catalytic reforming unit design parameters shown in
Table 6 demonstrate effective operating conditions for aromatization and octane enhancement reactions. The operating temperature of 500°C and pressure of 15 bar are within the typical range required for reforming reactions, ensuring high reformate yield and product quality.
Table 6. Design Parameters of CCR.
Parameter | Selected Value |
Temperature (°C) | 500 |
Pressure (bar) | 15 |
LHSV (hr-1) | 1.5 |
Hydrogen/HC Ratio (mol/mol) | 5 |
Catalyst | Pt-Re/Al₂O₃ |
Reactor Type | Fixed Bed |
Number of Reactors | 3 |
Reactor Height (m) | 14 |
Reactor Diameter (m) | 3 |
Catalyst Particle Diameter (mm) | 2 |
The hydrogen-to-hydrocarbon ratio of 5 mol/mol helps to suppress coke formation and maintain catalyst activity, while the use of Pt–Re/Al₂O₃ catalyst provides high selectivity and stability. The multi-reactor configuration allows for effective heat management and improved conversion efficiency. These results align with established catalytic reforming studies
| [14] | Speight, J. G. (2014). The chemistry and technology of petroleum (5th ed.). CRC Press. |
[14]
, confirming the reliability of the reactor design.
3.5. Economic Evaluation
The capital cost estimation presented in
Table 7 shows a progressive increase in investment cost with refinery capacity, rising from $26 million at 5,000 bpd to $78 million at 30,000 bpd. Although total capital cost increases, the cost per unit throughput decreases with increasing capacity, demonstrating the effect of economies of scale.
Table 7. Cost Estimate of the Modular Refinery.
Capacity (bpd) | Estimated Cost (USD) |
5,000 | $26 million |
10,000 | $40 million |
15,000 | $51 million |
20,000 | $61 million |
25,000 | $70 million |
30,000 | $78 million |
This trend is consistent with classical chemical engineering economic principles, where larger processing capacities lead to improved capital efficiency
| [10] | Peters, M. S., Timmerhaus, K. D., & West, R. E. (2003). Plant design and economics for chemical engineers (5th ed.). McGraw-Hill. |
[10]
. The results indicate that while higher capacity modular refineries require greater initial investment, they offer better economic performance in terms of unit processing cost.
4. Conclusion
This study has provided a comprehensive evaluation of a modular hydroskimming refinery through process simulation, equipment design, and economic analysis using Aspen HYSYS. The results demonstrate that the refinery configuration is capable of stable and scalable operation across a capacity range of 5,000 to 30,000 bbl/day, with consistent convergence of mass and energy balances and no observable process limitations. The simulation results revealed that product yields scale linearly with throughput, confirming the robustness of the process design. However, crude oil characteristics significantly influenced product distribution. Bonga crude, with lower API gravity (27.7°), produced higher residual fractions, with heavy fuel oil yields exceeding 30 wt%, reflecting its heavier composition. In contrast, Qua Iboe crude (API 37.3°) yielded higher proportions of valuable light and middle distillates, including naphtha and kerosene, which collectively exceeded 60 wt%, indicating superior suitability for high-value product recovery. Yoho crude (API 41°) exhibited moderate distribution across all product fractions, confirming its intermediate nature.
The CDU design, consisting of 29 stages and operating within a temperature range of 104–644°F, ensured effective crude fractionation and stable separation performance. The naphtha hydrotreating unit, operating at 340°C and 25 bar with a hydrogen-to-hydrocarbon ratio of 200 Nm³/m³, demonstrated efficient removal of sulfur and nitrogen compounds, thereby protecting downstream catalysts. Similarly, the catalytic reforming unit, operating at 500°C and 15 bar with Pt–Re/Al₂O₃ catalyst, achieved effective aromatization and octane enhancement, producing reformate suitable for gasoline blending. From an economic perspective, the analysis showed that while total capital investment increases with refinery capacity, the unit cost decreases significantly due to economies of scale.
The reduction in unit capital cost by approximately 50% across the studied capacity range highlights the financial attractiveness of scaling modular refinery systems. In practical terms, the findings confirm that modular hydroskimming refineries provide a flexible, cost-effective, and technically reliable solution for improving domestic refining capacity in Nigeria. Their deployment can reduce dependence on imported petroleum products, enhance energy security, and support regional economic development. Future research should focus on integrating secondary conversion units such as hydrocracking and fluid catalytic cracking to improve light product yields, as well as incorporating dynamic simulation and optimization techniques to enhance process control and operational efficiency under transient conditions.
Abbreviations
ADU | Atmospheric Distillation Unit |
API | American Petroleum Institute |
CDU | Crude Distillation Unit |
FCC | Fluid Catalytic Cracking |
LPG | Liquefied Petroleum Gas |
Author Contributions
Kenneth Kekpugile Dagde: Conceptualization, Supervision
Alabo Kenneth: Data Curation, Resources
Jaja Zina: Formal Analysis, Methodology, Software
Precious Okechukwu Iregbu: Writing – review & editing
Conflicts of Interest
The authors declare no conflicts of interest.
References
| [1] |
Bilal, S., Mohammed, D. I. A., & Mujahid, A. U. (2013). Simulation of hydrodesulphurization (HDS) unit of Kaduna Refining and Petrochemical Company Limited. Chemical and Process Engineering Research, 13, 29–35.
|
| [2] |
Gary, J. H., & Handwerk, G. E. (1984). Petroleum refining: Technology and economics (2nd ed.). Marcel Dekker.
|
| [3] |
Gary, J. H., & Handwerk, G. E. (2007). Petroleum refining: Technology and economics (5th ed.). CRC Press.
|
| [4] |
Jechura, J. (2018). Process economics program report: Petroleum refining processes. IHS Markit.
|
| [5] |
Luyben, W. L. (2013). Distillation design and control using Aspen simulation. Wiley.
|
| [6] |
Nigerian National Petroleum Corporation (NNPC). (2019). Annual statistical bulletin. NNPC.
|
| [7] |
Nuruideen, I. G., Nuruideen, S. T. U., Abdulasis, U. T., & Aitsaguegbe, S. A. (2021). Design and fabrication of a model demonstrative modular refinery. Iconic Research and Engineering Journals, 5(5), 128–131.
|
| [8] |
Odigure, J. O. (2001). Safety loss prevention and pollution control in chemical process industries. Jodigs and Associates.
|
| [9] |
Okeke, C., & Zhang, Y. (2020). Modular refinery development for sustainable energy systems in developing economies. Energy Policy, 138, 111–120.
|
| [10] |
Peters, M. S., Timmerhaus, K. D., & West, R. E. (2003). Plant design and economics for chemical engineers (5th ed.). McGraw-Hill.
|
| [11] |
Riazi, M. R. (2005). Characterization and properties of petroleum fractions. ASTM International.
|
| [12] |
Seider, W. D., Seader, J. D., Lewin, D. R., & Widagdo, S. (2017). Product and process design principles (4th ed.). Wiley.
|
| [13] |
Song, C. (2003). An overview of new approaches to deep desulfurization for ultra-clean gasoline, diesel fuel and jet fuel. Catalysis Today, 86(1–4), 211–263.
|
| [14] |
Speight, J. G. (2014). The chemistry and technology of petroleum (5th ed.). CRC Press.
|
Cite This Article
-
APA Style
Dagde, K. K., Kenneth, A., Zina, J., Iregbu, P. O. (2026). Process Simulation of a 5,000 to 30,000 bbl/Day Modular Hydroskimming Refinery for Selected Nigerian Crude Oils Using Aspen HYSYS. International Journal of Oil, Gas and Coal Engineering, 14(2), 27-36. https://doi.org/10.11648/j.ogce.20261402.12
 Copy
|
Copy
|
 Download
Download
ACS Style
Dagde, K. K.; Kenneth, A.; Zina, J.; Iregbu, P. O. Process Simulation of a 5,000 to 30,000 bbl/Day Modular Hydroskimming Refinery for Selected Nigerian Crude Oils Using Aspen HYSYS. Int. J. Oil Gas Coal Eng. 2026, 14(2), 27-36. doi: 10.11648/j.ogce.20261402.12
Copy
|
Download
AMA Style
Dagde KK, Kenneth A, Zina J, Iregbu PO. Process Simulation of a 5,000 to 30,000 bbl/Day Modular Hydroskimming Refinery for Selected Nigerian Crude Oils Using Aspen HYSYS. Int J Oil Gas Coal Eng. 2026;14(2):27-36. doi: 10.11648/j.ogce.20261402.12
Copy
|
Download
-
@article{10.11648/j.ogce.20261402.12,
author = {Kenneth Kekpugile Dagde and Alabo Kenneth and Jaja Zina and Precious Okechukwu Iregbu},
title = {Process Simulation of a 5,000 to 30,000 bbl/Day Modular Hydroskimming Refinery for Selected Nigerian Crude Oils Using Aspen HYSYS},
journal = {International Journal of Oil, Gas and Coal Engineering},
volume = {14},
number = {2},
pages = {27-36},
doi = {10.11648/j.ogce.20261402.12},
url = {https://doi.org/10.11648/j.ogce.20261402.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ogce.20261402.12},
abstract = {Process simulation, design evaluation, and techno-economic analysis of a modular hydroskimming refinery with a processing capacity of 5,000–30,000 bbl/day for selected Nigerian crude oils (Yoho, Bonga, and Qua Iboe) using Aspen HYSYS was considered in this research. Crude oil assays were characterized into pseudo-components using the Peng–Robinson equation of state to accurately represent thermodynamic behaviour. The refinery configuration comprised a Crude Distillation Unit (CDU), naphtha stabilization and splitting units, a naphtha hydrotreating reactor, and a catalytic reforming unit. Simulation results demonstrated a linear increase in product yields with increasing throughput, confirming steady-state operability and scalability across the evaluated capacity range. Product distribution analysis revealed that Bonga crude (API 27.7°) yielded higher heavy fuel oil fractions exceeding 30–35 wt%, while Qua Iboe crude (API 37.3°) produced higher yields of light and middle distillates, with naphtha and kerosene fractions reaching approximately 25–35 wt%. Yoho crude (API 41°) exhibited intermediate behaviour, with balanced distribution across product streams. The CDU operated effectively within a temperature range of 104–644°F and pressure range of 20–49 psig, ensuring efficient fractionation. The hydrotreating unit achieved optimal performance at 340°C and 25 bar, while the catalytic reformer operating at 500°C and 15 bar produced high-octane reformate with stable hydrogen recycle. Economic analysis indicated that capital cost increased from approximately $26 million at 5,000 bbl/day to $78 million at 30,000 bbl/day, while the unit capital cost decreased from about $5,200/bbl/day to $2,600/bbl/day, demonstrating significant economies of scale. This research confirms that modular hydroskimming refineries are technically viable, operationally stable, and economically scalable for processing diverse Nigerian crude oils, providing a strategic solution for decentralized refining and energy security enhancement.},
year = {2026}
}
Copy
|
Download
-
TY - JOUR
T1 - Process Simulation of a 5,000 to 30,000 bbl/Day Modular Hydroskimming Refinery for Selected Nigerian Crude Oils Using Aspen HYSYS
AU - Kenneth Kekpugile Dagde
AU - Alabo Kenneth
AU - Jaja Zina
AU - Precious Okechukwu Iregbu
Y1 - 2026/05/19
PY - 2026
N1 - https://doi.org/10.11648/j.ogce.20261402.12
DO - 10.11648/j.ogce.20261402.12
T2 - International Journal of Oil, Gas and Coal Engineering
JF - International Journal of Oil, Gas and Coal Engineering
JO - International Journal of Oil, Gas and Coal Engineering
SP - 27
EP - 36
PB - Science Publishing Group
SN - 2376-7677
UR - https://doi.org/10.11648/j.ogce.20261402.12
AB - Process simulation, design evaluation, and techno-economic analysis of a modular hydroskimming refinery with a processing capacity of 5,000–30,000 bbl/day for selected Nigerian crude oils (Yoho, Bonga, and Qua Iboe) using Aspen HYSYS was considered in this research. Crude oil assays were characterized into pseudo-components using the Peng–Robinson equation of state to accurately represent thermodynamic behaviour. The refinery configuration comprised a Crude Distillation Unit (CDU), naphtha stabilization and splitting units, a naphtha hydrotreating reactor, and a catalytic reforming unit. Simulation results demonstrated a linear increase in product yields with increasing throughput, confirming steady-state operability and scalability across the evaluated capacity range. Product distribution analysis revealed that Bonga crude (API 27.7°) yielded higher heavy fuel oil fractions exceeding 30–35 wt%, while Qua Iboe crude (API 37.3°) produced higher yields of light and middle distillates, with naphtha and kerosene fractions reaching approximately 25–35 wt%. Yoho crude (API 41°) exhibited intermediate behaviour, with balanced distribution across product streams. The CDU operated effectively within a temperature range of 104–644°F and pressure range of 20–49 psig, ensuring efficient fractionation. The hydrotreating unit achieved optimal performance at 340°C and 25 bar, while the catalytic reformer operating at 500°C and 15 bar produced high-octane reformate with stable hydrogen recycle. Economic analysis indicated that capital cost increased from approximately $26 million at 5,000 bbl/day to $78 million at 30,000 bbl/day, while the unit capital cost decreased from about $5,200/bbl/day to $2,600/bbl/day, demonstrating significant economies of scale. This research confirms that modular hydroskimming refineries are technically viable, operationally stable, and economically scalable for processing diverse Nigerian crude oils, providing a strategic solution for decentralized refining and energy security enhancement.
VL - 14
IS - 2
ER -
Copy
|
Download