This study presents a CFD-based optimization of airflow and thermal uniformity in a negative-temperature cold storage room (6.8 × 2.4 × 3 m), simulated using ANSYS 19.4 with the Realizable k-ε turbulence model. Four pallet loading configurations were evaluated on a computational mesh of 470,780 elements, with convergence residuals ≤ 10-5. Boundary conditions included a supply air temperature of 248.15 K (−25°C), an inlet velocity of 4 m/s, and an ambient external temperature of 303.15 K (30°C). Baseline simulations showed pallet surface temperatures ranging from 250.4 K to 256.4 K, resulting in a maximum thermal non-uniformity of ΔT = 6 K. Stagnant zones exhibited velocities below 0.5 m/s, with longitudinal velocity dropping to 0.2 m/s at z = 6 m. In Case 2, a thermal gradient of approximately 6 K was observed between the top and center of the storage zone. Peak temperatures reached 257.3 K in low-velocity regions, where airflow between pallets fell below 0.25 m/s. In Case 3, jet velocities reached up to 10 m/s at the evaporator outlet but decayed to below 1 m/s upon entering the storage zone. Product temperatures subsequently rose to 264 K at z > 4 m. The optimized configuration (Case 4) featured a stepped pallet arrangement with 0.1 m inter-pallet spacing and an increased supply velocity of 12.4 m/s. This reduced the maximum temperature difference to ΔT = 2.4 K (249.3 K – 251.7 K), representing a 60% improvement in thermal homogeneity. Longitudinal velocity at the chamber bottom improved from 0.2 m/s to 1.2 m/s (+500%), and vertical thermal stratification decreased from 5.6 K to 2.0 K (−64%). Critically, iso-clip analysis confirmed that hot zones exceeding 255 K were virtually eliminated in the optimized case.
| Published in | American Journal of Science, Engineering and Technology (Volume 11, Issue 2) |
| DOI | 10.11648/j.ajset.20261102.11 |
| Page(s) | 39-55 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2026. Published by Science Publishing Group |
CFD, ANSYS, Cold Room, Negative Temperature, Airflow, Thermal Uniformity
Dimensions (Length x Width x Height, in m) | |
|---|---|
Cold room | 6.8 x 2.4 x 3 |
Evaporator | 1.3 x 0.4 x 0.5 |
Distance z (m) | Baseline velocity (m/s) | Optimized velocity (m/s) |
|---|---|---|
0.0 (Source) | 5 | 5 |
1.5 | 3.2 | 3.5 |
3.0 (Mid-range) | 1.8 | 2.4 |
4.5 | 0.9 | 1.8 |
6.0 (Fundament) | 0.2 | 1.2 |
Height Y (m) | Temp, Base Case (K) | Temp, Optimized (K) | Deviation (ΔT) |
|---|---|---|---|
0.2 | 250.8 | 250.5 | -0.3 |
0.8 | 251.5 | 251 | -0.5 |
1.4 | 253.2 | 251.8 | -1.4 |
2 | 255.4 | 252.2 | -3.2 |
2.4 | 256.4 | 252.5 | -3.9 |
Height y (m) | Velocity V (m/s) | Corresponding area |
|---|---|---|
0 | 0 | Ground (Non-slip condition) |
0.5 | 0.45 | Return zone (low) |
1.2 | 0.25 | Storage area (between pallets) |
1.8 | 0.8 | Sillage above the pallets |
2.2 | 2.5 | Main jet edge |
2.6 | 5.8 | Core of the air jet (Maximum) |
Height y (m) | Temperature T (K) | Temperature (°C) |
|---|---|---|
0 | 253.5 | -19.6 |
0.5 | 254.2 | -18.9 |
1.2 | 256.8 | -16.3 |
2 | 255 | -18.1 |
2.6 | 251.5 | -21.6 |
3 | 252 | -21.1 |
Probe location | Measured velocity (m/s) | Aerodynamic Observation |
|---|---|---|
Evaporator outlet (Inlet) | 10.00 | High-energy jet, initial turbulence zone. |
Central Corridor (Upper) | 1.96 | Acceleration of the flow through contraction effect between the pallets. |
Central Corridor (Middle) | 1.70 | Stable flow ensures lateral cooling of the products. |
Return Zone (Bottom) | 0.80 - 1.50 | Pressure loss after impact on the rear wall. |
Low Interstitial Spaces | 0.10 - 0.70 | Critical zone: risk of stagnation and stratification. |
Upper Recirculation Zone | 0.106 | Formation of a very low-velocity return vortex. |
Height y (m) | Velocity V (m/s) | Observation of the flow |
|---|---|---|
0 | 0 | Ground (friction) |
0.5 | 1.5 | Lower return flow |
1 | 0.8 | Pallet area (obstruction) |
1.5 | 1.2 | Area between layers of pallets |
2.2 | 4.5 | Entering the jet zone |
2.5 | 12.4 | Core of the jet (Max Velocity) |
2.8 | 6 | Top of the jet (shear) |
3 | 0 | Ceiling wall |
Height y (m) | Temperature T (K) | Temperature (°C) |
|---|---|---|
0.0 | 250.5 | -22.65 |
0.5 | 251.2 | -21.95 |
1.2 | 251.7 | -21.45 (Relative "hot" point) |
2.0 | 250.2 | -22.95 |
2.5 | 249.3 | -23.85 (Cold forced air) |
3.0 | 249.5 | -23.65 |
k-ε | Turbulent Kinetic Energy – Energy Dissipation Rate (Turbulence Model) |
k-ω SST | k-Omega Shear Stress Transport (Turbulence Model) |
3D | Three-Dimensional |
2D | Two-Dimensional |
PIV | Particle Image Velocimetry |
ΔT | Temperature Difference |
T | Temperature |
K | Kelvin |
°C | Degrees Celsius |
m/s | Meters per Second |
Pa | Pascal |
z | Longitudinal Axis Coordinate |
y | Vertical Axis Coordinate |
V | Velocity |
h | Convective Heat Transfer Coefficient |
μt | Turbulent Viscosity |
ρ | Density |
Cμ | Empirical Constant (k-ε Model, = 0.09) |
Gk | Generation of Turbulent Kinetic Energy Due to Velocity Gradients |
Gb | Generation of Turbulent Kinetic Energy Due to Buoyancy |
YM | Compressibility Correction Term |
Sk / Sε | Source Terms in k and ε Equations |
C1ε, C2ε, C3ε | Empirical Constants of the k-ε Model |
σk, σε | Turbulent Prandtl Numbers for k and ε |
| [1] | S. J. James, C. James. The food cold-chain and climate change. Food Research International. 2010, 43(7), 1944–1956. |
| [2] | J. E. Duiven, P. Binard. The European cold chain: energy consumption and efficiency. Bulletin of the International Institute of Refrigeration. 2002, 82(3), 59–69. |
| [3] | S. A. Tassou, G. De-Lille, Y. T. Ge. Energy consumption and conservation in food retailing. Applied Thermal Engineering. 2010, 30(16), 2637–2644. |
| [4] | H. M. Hoang, P. Verboven, J. De Baerdemaeker, B. Nicolai. Analysis of airflow and heat transfer in a refrigerated truck filled with strawberries. Journal of Food Engineering. 2012, 109(2), 314–321. |
| [5] | O. Laguerre, S. Ben Amara, D. Flick. Experimental and numerical study of heat transfer and air flow in a domestic refrigerator. International Journal of Refrigeration. 2013, 36(2), 679–690. |
| [6] | J. Moureh, D. Flick. Analysis of airflow efficiency, heat transfer and temperature uniformity in a refrigerated truck. International Journal of Refrigeration. 2004, 27(5), 464–474. |
| [7] | M. Foster, M. Madge, J. A. Evans. Three-dimensional CFD predictions of air speed and temperature in a cold store. International Journal of Refrigeration. 2003, 26(4), 423–430. |
| [8] | M. K. Chourasia, T. K. Goswami. CFD simulation of effects of stack spacing and air velocity in cold storage. Journal of Food Engineering. 2007, 80(4), 1066–1076. |
| [9] | H. Wang, D.-W. Sun. Assessment of CFD codes for flow simulation in the food industry. Trends in Food Science & Technology. 2003, 14(11), 461–472. |
| [10] | N. J. Smale, J. Moureh, D. Flick. Numerical simulation of airflow and heat transfer in a refrigerated vehicle. International Journal of Refrigeration. 2006, 29(6), 995–1003. |
| [11] | T. Norton, D.-W. Sun. Computational fluid dynamics (CFD) in the design and control of food cold chain systems. Innovative Food Science & Emerging Technologies. 2006, 7(4), 279–292. |
| [12] | Ambaw, M. Delele, Q. T. T. Ho, et al. Analysis of airflow patterns in a cold store by means of CFD. Journal of Food Engineering. 2013, 119(4), 796–804. |
| [13] | T. Defraeye, B. Blocken, J. Carmeliet. CFD analysis of ventilation strategies in cold storage. Applied Thermal Engineering. 2013, 51(1–2), 56–67. |
| [14] | S. Getahun, A. Ambaw, M. Delele. Analysis of airflow and heat transfer inside fruit packed containers using CFD. Journal of Food Engineering. 2017, 193, 1–13. |
| [15] | J. Xie, Y. Qu, X. Shi. Numerical study on cold air flow and heat transfer in a freezer. Applied Thermal Engineering. 2006, 26(8–9), 957–964. |
| [16] | Alexander, L. D., Jakhar, S. & Dasgupta, M. S. (2024). "Optimizing cold storage for uniform airflow and temperature distribution in apple preservation using CFD simulation." Scientific Reports, 14, 25402. |
APA Style
Brice, A. G., Serge, K., Wilfried, G. T. N., Maxwell, T. N., Alexis, K. (2026). Optimization of Airflow Profiles and Thermal Uniformity in a Cold Room at Negative Temperature. American Journal of Science, Engineering and Technology, 11(2), 39-55. https://doi.org/10.11648/j.ajset.20261102.11
ACS Style
Brice, A. G.; Serge, K.; Wilfried, G. T. N.; Maxwell, T. N.; Alexis, K. Optimization of Airflow Profiles and Thermal Uniformity in a Cold Room at Negative Temperature. Am. J. Sci. Eng. Technol. 2026, 11(2), 39-55. doi: 10.11648/j.ajset.20261102.11
@article{10.11648/j.ajset.20261102.11,
author = {Abena Gabriel Brice and Kewou Serge and Gnepie Takam Nicolas Wilfried and Tientcheu Nsiewe Maxwell and Kuitche Alexis},
title = {Optimization of Airflow Profiles and Thermal Uniformity in a Cold Room at Negative Temperature},
journal = {American Journal of Science, Engineering and Technology},
volume = {11},
number = {2},
pages = {39-55},
doi = {10.11648/j.ajset.20261102.11},
url = {https://doi.org/10.11648/j.ajset.20261102.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajset.20261102.11},
abstract = {This study presents a CFD-based optimization of airflow and thermal uniformity in a negative-temperature cold storage room (6.8 × 2.4 × 3 m), simulated using ANSYS 19.4 with the Realizable k-ε turbulence model. Four pallet loading configurations were evaluated on a computational mesh of 470,780 elements, with convergence residuals ≤ 10-5. Boundary conditions included a supply air temperature of 248.15 K (−25°C), an inlet velocity of 4 m/s, and an ambient external temperature of 303.15 K (30°C). Baseline simulations showed pallet surface temperatures ranging from 250.4 K to 256.4 K, resulting in a maximum thermal non-uniformity of ΔT = 6 K. Stagnant zones exhibited velocities below 0.5 m/s, with longitudinal velocity dropping to 0.2 m/s at z = 6 m. In Case 2, a thermal gradient of approximately 6 K was observed between the top and center of the storage zone. Peak temperatures reached 257.3 K in low-velocity regions, where airflow between pallets fell below 0.25 m/s. In Case 3, jet velocities reached up to 10 m/s at the evaporator outlet but decayed to below 1 m/s upon entering the storage zone. Product temperatures subsequently rose to 264 K at z > 4 m. The optimized configuration (Case 4) featured a stepped pallet arrangement with 0.1 m inter-pallet spacing and an increased supply velocity of 12.4 m/s. This reduced the maximum temperature difference to ΔT = 2.4 K (249.3 K – 251.7 K), representing a 60% improvement in thermal homogeneity. Longitudinal velocity at the chamber bottom improved from 0.2 m/s to 1.2 m/s (+500%), and vertical thermal stratification decreased from 5.6 K to 2.0 K (−64%). Critically, iso-clip analysis confirmed that hot zones exceeding 255 K were virtually eliminated in the optimized case.},
year = {2026}
}
TY - JOUR T1 - Optimization of Airflow Profiles and Thermal Uniformity in a Cold Room at Negative Temperature AU - Abena Gabriel Brice AU - Kewou Serge AU - Gnepie Takam Nicolas Wilfried AU - Tientcheu Nsiewe Maxwell AU - Kuitche Alexis Y1 - 2026/04/25 PY - 2026 N1 - https://doi.org/10.11648/j.ajset.20261102.11 DO - 10.11648/j.ajset.20261102.11 T2 - American Journal of Science, Engineering and Technology JF - American Journal of Science, Engineering and Technology JO - American Journal of Science, Engineering and Technology SP - 39 EP - 55 PB - Science Publishing Group SN - 2578-8353 UR - https://doi.org/10.11648/j.ajset.20261102.11 AB - This study presents a CFD-based optimization of airflow and thermal uniformity in a negative-temperature cold storage room (6.8 × 2.4 × 3 m), simulated using ANSYS 19.4 with the Realizable k-ε turbulence model. Four pallet loading configurations were evaluated on a computational mesh of 470,780 elements, with convergence residuals ≤ 10-5. Boundary conditions included a supply air temperature of 248.15 K (−25°C), an inlet velocity of 4 m/s, and an ambient external temperature of 303.15 K (30°C). Baseline simulations showed pallet surface temperatures ranging from 250.4 K to 256.4 K, resulting in a maximum thermal non-uniformity of ΔT = 6 K. Stagnant zones exhibited velocities below 0.5 m/s, with longitudinal velocity dropping to 0.2 m/s at z = 6 m. In Case 2, a thermal gradient of approximately 6 K was observed between the top and center of the storage zone. Peak temperatures reached 257.3 K in low-velocity regions, where airflow between pallets fell below 0.25 m/s. In Case 3, jet velocities reached up to 10 m/s at the evaporator outlet but decayed to below 1 m/s upon entering the storage zone. Product temperatures subsequently rose to 264 K at z > 4 m. The optimized configuration (Case 4) featured a stepped pallet arrangement with 0.1 m inter-pallet spacing and an increased supply velocity of 12.4 m/s. This reduced the maximum temperature difference to ΔT = 2.4 K (249.3 K – 251.7 K), representing a 60% improvement in thermal homogeneity. Longitudinal velocity at the chamber bottom improved from 0.2 m/s to 1.2 m/s (+500%), and vertical thermal stratification decreased from 5.6 K to 2.0 K (−64%). Critically, iso-clip analysis confirmed that hot zones exceeding 255 K were virtually eliminated in the optimized case. VL - 11 IS - 2 ER -
Laboratory of Energetics and Applied Thermal, University of Ngaoundere, Ngaoundere, Cameroon
Laboratory of Energetics and Applied Thermal, University of Ngaoundere, Ngaoundere, Cameroon; Department of Marine Energy Engineering, University of Ebolowa, Kribi, Cameroon; National Advanced School of Maritime and Ocean Science and Technology (NASMOST), University of Ebolowa, Kribi, Cameroon
Laboratory of Energetics and Applied Thermal, University of Ngaoundere, Ngaoundere, Cameroon
Laboratory of Energetics and Applied Thermal, University of Ngaoundere, Ngaoundere, Cameroon; Department of Fundamental Science and Engineering Technics, University of Ngaoundere, Ngaoundere, Cameroon
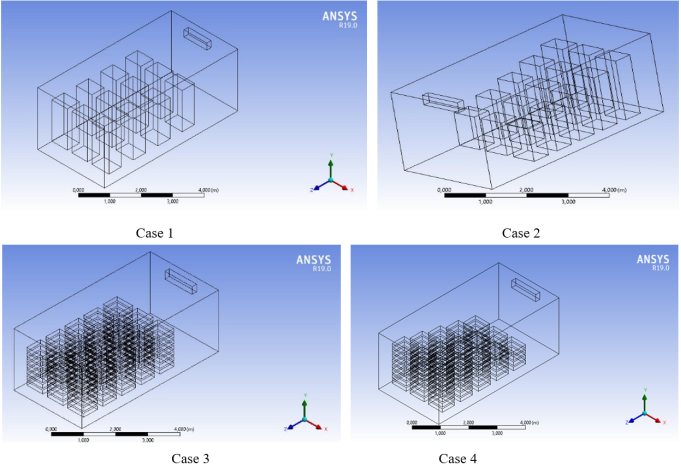
Figure 1. Cold room with different storage configurations.
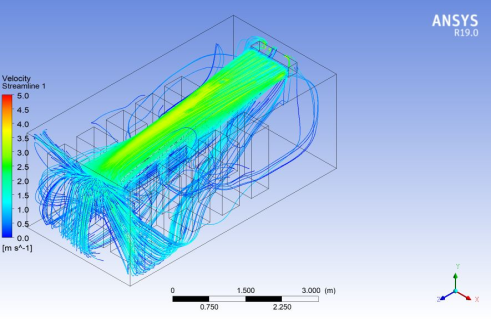
Figure 2. Streamlines.
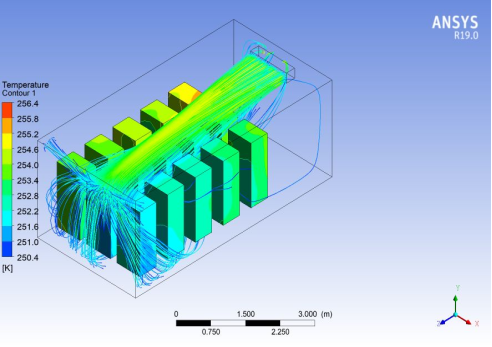
Figure 3. Temperature Contours of the Pallets and Streamlines.
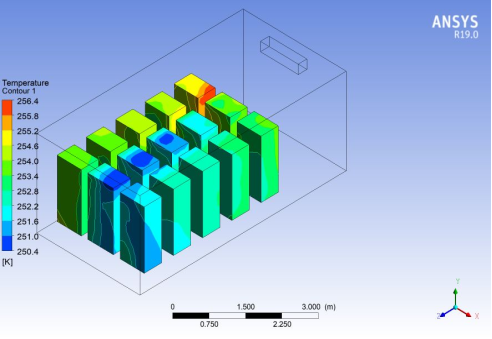
Figure 4. Temperature Contours of the Pallets.
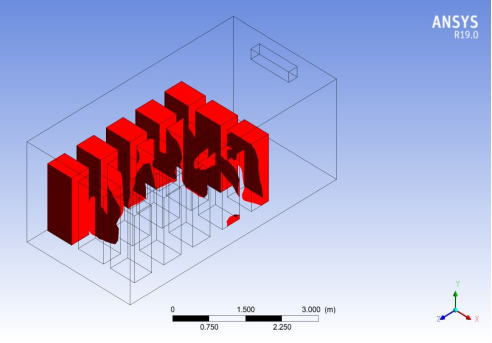
Figure 5. Iso-Clip for pallets with a temperature above 255K.
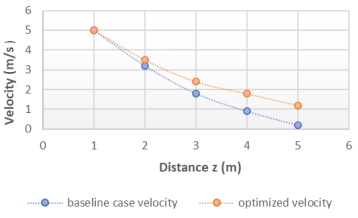
Figure 6. Longitudinal Velocity profile.
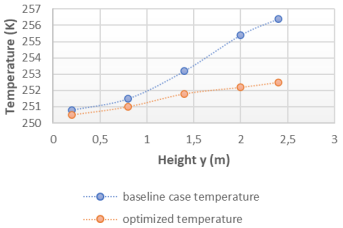
Figure 7. Vertical Temperature Profile (Pallet at the bottom, Z = 5.5 m).
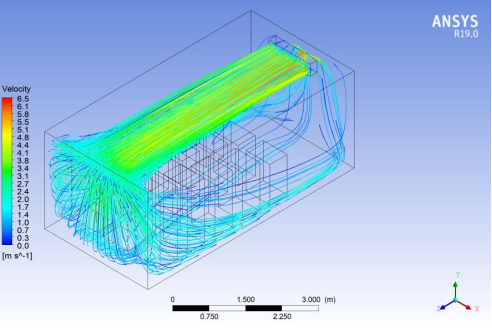
Figure 8. Streamlines.
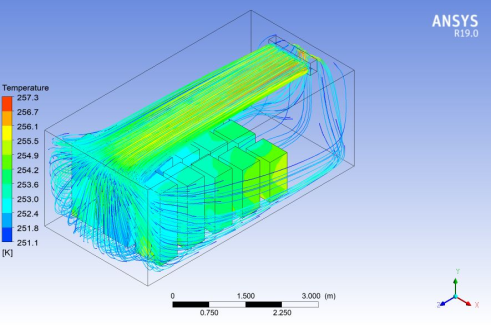
Figure 9. Temperature Contours of the Pallets and Streamlines.
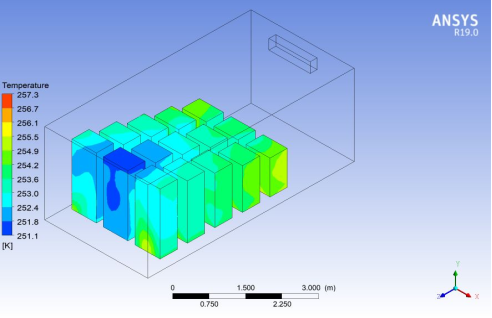
Figure 10. Temperature Contours of the Pallets.
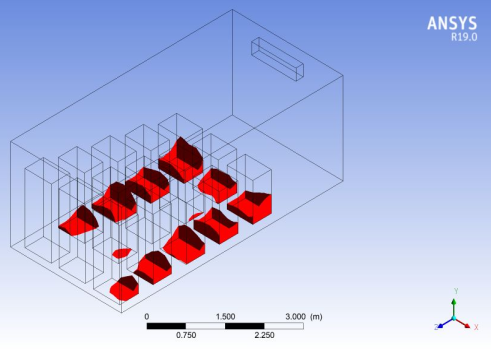
Figure 11. Iso-Clip for pallets with a temperature above 255K.
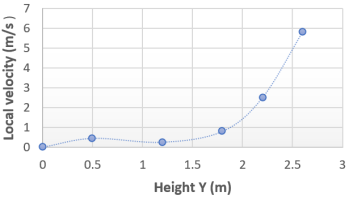
Figure 12. Velocity Profile (Vertical y-axis).
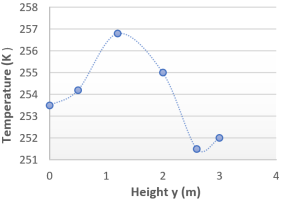
Figure 13. Temperature Profile (Vertical y-axis).
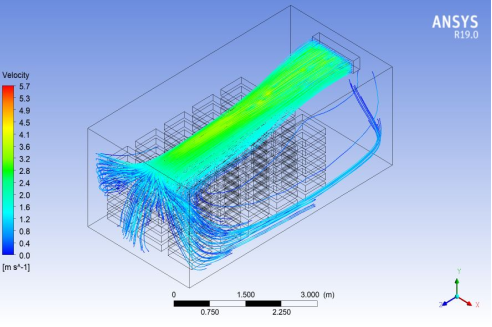
Figure 14. Streamlines.
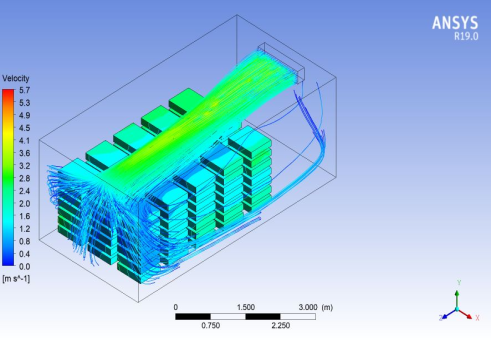
Figure 15. Temperature contours of pallets and streamlines.
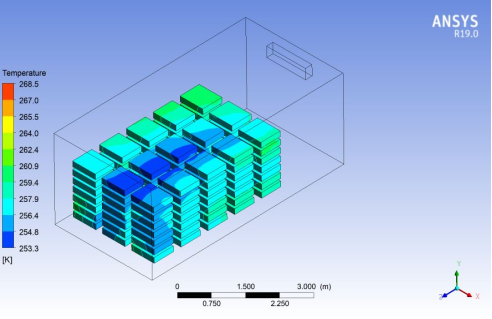
Figure 16. Temperature contours of pallets.
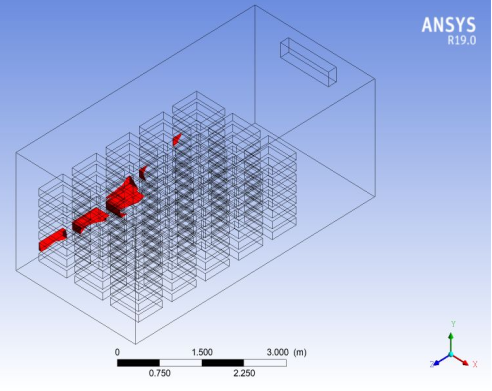
Figure 17. Iso-Clip for pallets with a temperature above 255K.
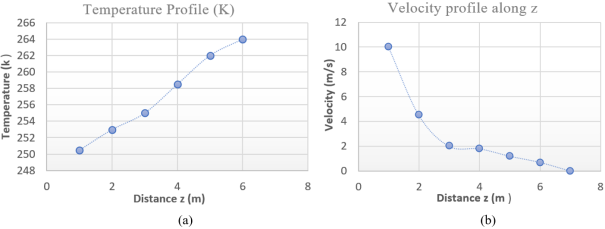
Figure 18. (a) Evolution of the temperature profile along the length z, (b)Evolution of the velocity profile along the length z.
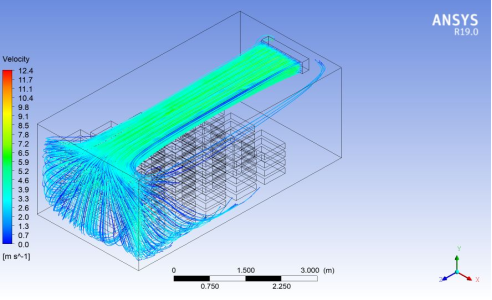
Figure 19. Streamlines.
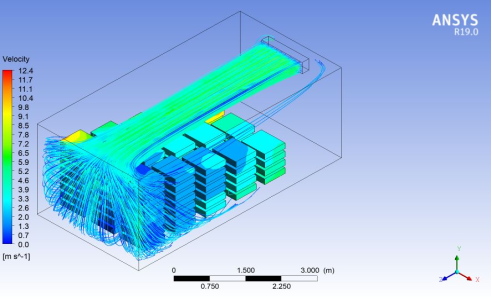
Figure 20. Temperature Contours on Pallet and Streamlines.
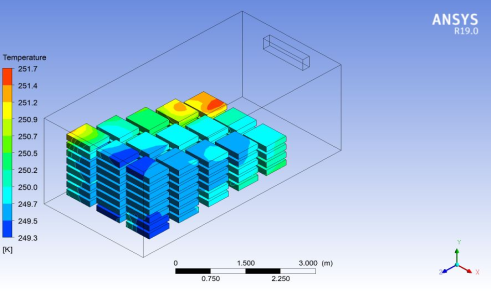
Figure 21. Temperature Contours on pallets.
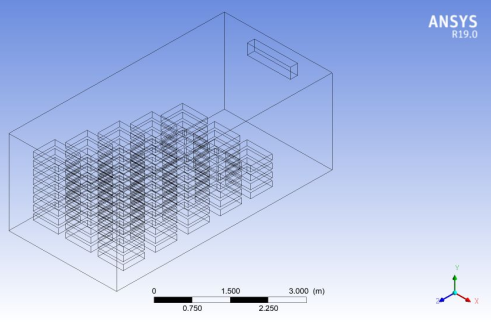
Figure 22. Iso-Clip pour les palettes dont la température est supérieure à 255 K.
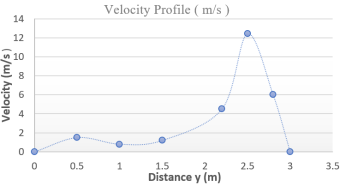
Figure 23. Evolution of the velocity profile according to height y.
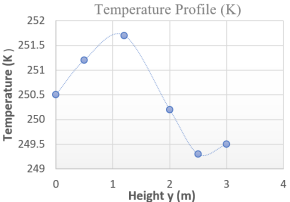
Figure 24. Evolution of the temperature profile according to height y.
Information

