Laser Metal Deposition (LMD) is a powerful technique for fabricating and repairing complex metal components. However, it often results in residual stresses, uneven microstructures, and inconsistent mechanical properties due to the rapid thermal cycling. Laser-Based Heat Treatment (LBHT) offers a precise, localised post-processing solution to address these challenges, but its application to 17-4 PH stainless steel processed with LMD remains underexplored. This systematic review analysed 55 peer-reviewed studies published between 2015 and 2025, sourced from Scopus, Web of Science, Taylor & Francis Online, and IEEE Xplore. It focused on how LBHT processes parameters such as laser power, scan speed, laser beam diameter, and over-lap ratio affect microstructural evolution, stress relief, precipitation behaviour, and recovery of mechanical performance in LMD 17-4 PH. The review highlights the advantages of LBHT over conventional furnace heat treatments. However, significant gaps remain, including the lack of standardised process parameters, the minimal integration of in situ LBHT during LMD, and limited long-term performance data. Key recommendations include developing hybrid LMD-LBHT systems, applying machine learning to optimise process parameters, and establishing standardised testing and evaluation protocols. This review provides a comprehensive foundation for driving research and enabling reliable use of LBHT in the additive manufacturing of 17-4 PH components.
| Published in | American Journal of Materials Synthesis and Processing (Volume 11, Issue 1) |
| DOI | 10.11648/j.ajmsp.20261101.11 |
| Page(s) | 1-22 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2026. Published by Science Publishing Group |
Laser Metal Deposition, Laser-based Heat Treatment, 17-4 PH Stainless Steel, Additive Manufacturing, Microstructural Evolution, Mechanical Properties
Quality level of the article based on ‘Yes’ responses | Description |
|---|---|
High quality: 7 to 9 | Methodologically robust and directly relevant to the research questions |
Moderate quality: 4 to 6 | Methodologically sound but with minor limitations in scope or depth |
Low quality: ≤ 4 | Methodological shortcomings or insufficient relevance |
Research Type | Number of Studies | Representation (%) |
|---|---|---|
96.6% | 55 | 96.6% |
Analytical/Modelling | 2 (combined with experimental) | 3.4% |
Numerical/Simulation | 0 | 0% |
Study ID | Laser Power (W) | Scan Speed (mm/s) | Feed Rate (g/min) | Layer Thickness (mm) | Main Findings |
|---|---|---|---|---|---|
Morteza et al., 2024 [31] | 350–550 | 8–12 | 0.09–0.27 | 0.177–0.670 | Improved microhardness |
Aruntapan et al., 2024 [35] | 350–400 | 13.33–20 | 5.0 | 0.3 | Increased compressive yield strength |
Morales et al., 2023 [1] | 1500–2500 | 10–20 | 6.7–20 | 0.19–1.01 | Higher laser energy improved clad dilution |
Chen et al., 2024 [32] | 1665 | 5 | 12.98 | — | Higher energy input improved clad dilution |
Pilehrood et al., 2021 [33] | 200–400 | 1.5–2 | — | — | Dilution and aspect ratio reduced with higher scan speed |
Wang et al., 2022 [36] | 400–600 | 10 | 0.5 | — | Laser power affected porosity, hardness, and strength |
Yu et al., 2020 [37] | 685 | 10 | 7 | 0.5 | Laser remelting reduced porosity |
Wang et al., 2024 [38] | 2200 | 10 | 15 | 1.3 | Solution ageing improved microstructure |
Mathoho et al., 2020 [39] | 300–400 | 7.62–12.7 | 4.7 | — | Parameters influenced metallurgical characteristics |
Wu et al., 2020 [37 ] | — | 11.67 | 0.8 | 0.6 | Enhanced austenite transformation via grain orientation |
Wang et al., 2024 [6] | 2200 | 10 | 15 | — | Grain size reduced after solution hardening |
Merlin et al., 2024 [23] | — | 8–20 | 6.7–12 | — | Heat-treated tracks showed increased strength |
Muslim et al., 2022 [4] | 1200–2200 | 6–15 | 3.5–5.0 | 10 | Conditions influenced geometrical properties |
Bayode, 2022 [3] | 1400–2600 | 6 | 2 | — | Max hardness at max power |
Li et al., 2023 [40] | — | 45 | 55 | 1.11–1.12 | Laser shock peening reduced the wear rate |
Steponaviciute et al., 2021 [34] | 70–195 | 13.33 | — | — | The highest power yielded the best microstructure |
Defect Type | Occurrence Frequency | Primary Causes | Impact on Part |
|---|---|---|---|
Porosity | >60% | Lack of fusion, entrapped gas, unstable powder flow | Reduces density and structural integrity |
Cracking | Frequent | High thermal gradients, martensitic transformation | Initiates failure, lowers fatigue resistance |
Residual Stress | Frequent | Rapid solidification, layer-by-layer thermal cycling | Causes distortion and early failure |
Non-uniform Hardness | Common | Uneven cooling, phase imbalance, heterogeneous microstructure | Compromises mechanical performance |
Parameter | Effect | References |
|---|---|---|
Laser Power | Controls peak temperature during treatment, affecting microstructural transformations and hardness. High power can lead to excessive melting, while low power may not fully induce desired transformations. | Optimal: [26, 54] ; Poor: [14, 43, 47] |
Scan Speed | Affects energy input and dwell time. Slower speeds increase heat penetration and improve depth of treatment but may cause thermal distortion. Excessively slow speeds may result in overheating and grain coarsening. | Optimal: [42, 43] ; Poor: [14, 17, 42, 43, 46, 47] |
Beam Size | Smaller beams offer higher precision but may require more passes, affecting the heat-affected zone (HAZ) and uniformity. Larger beams can cover larger areas but might compromise precision. | Optimal: [14] ; Poor: [26] |
Overlap Ratio | Essential for uniform material modification and avoiding gaps or overheating. Inadequate overlap can lead to non-uniform hardness. | Optimal: [24] ; Poor: [37] |
Limitation | Effect | Mitigation Strategies |
|---|---|---|
Process Control Complexity | Difficulty in maintaining consistent laser parameters (power, speed, focus), especially with complex geometries. | Implement advanced feedback control systems, use real-time monitoring and adjustment of laser parameters - Develop for adaptive process control [31] . |
Uniformity and Penetration Depth | Non-uniform hardness profiles and microstructural heterogeneities due to uneven heat input. Limited thermal penetration depth. | Optimize process parameters (laser power, speed, interaction time) - Utilize multi-pass or hybrid methods to improve uniformity and penetration depth [48, 15] . |
Equipment Limitations in Hybrid Setups | Integration challenges with other manufacturing processes, increasing system complexity, and costs. | Design more adaptable and scalable systems - Use high-efficiency lasers to enhance performance in hybrid setups – Reduce costs with modular systems [50] . |
Laser and Optical Systems Limitations | Restricted maximum hardening depth due to laser power limits, affecting material properties beyond certain depths. | Use higher power lasers for deeper treatments (if applicable) - Investigate alternative laser or optical configurations to extend penetration depth [50, 14] . |
AM | Additive Manufacturing |
DED | Directed Energy Deposition |
DMD | Direct Metal Deposition |
LC | Laser Cladding |
LMD | Laser Metal Deposition |
LBHT | Laser-Based Heat Treatment |
PH | Precipitation Hardening |
HAZ | Heat-Affected Zone |
SEM | Scanning Electron Microscope |
XRD | X-ray Diffraction |
FCC | Face-Centred Cubic |
FEM | Finite Element Method |
PRISMA | Preferred Reporting Items for Systematic Reviews and Meta-Analyses |
JBI | Joanna Briggs Institute |
HV | Vickers Hardness |
SLM | Selective Laser Melting |
LPBF | Laser Powder Bed Fusion |
| [1] | Morales, C.; Merlin, M.; Fortini, A.; Fortunato, A. Direct Energy Depositions of a 17-4 PH Stainless Steel: Geometrical and Microstructural Characterizations. Coatings 2023, 13(3). |
| [2] | Additive Manufacturing-General Principles-Fundamentals and Vocabulary Fabrication Additive-Principes fundamental and vocabulary INTERNATIONAL STANDARD ISO/ASTM 52900 ISO/ASTM 52900: 2021(E) COPYRIGHT PROTECTED DOCUMENT. |
| [3] | Bayode, A. Surface finish, microhardness and microstructure of laser metal deposited 17-4PH stainless steel. South African Journal of Science 2022, 118(9–10). |
| [4] | Muslim, T.; Karagoz, T.; Kurama, S.; Sezer, P.; Yazici, O. F.; Ozkok, R. Laser metal deposition of 17–4 PH stainless steel: Geometrical, microstructural, and mechanical properties investigation for structural applications. CIRP Journal of Manufacturing Science and Technology 2023, 41, 69–79. |
| [5] |
Virgramet. 17-4PH, 1.4542, X5CrNiCuNb16-4 - stainless steel.
https://virgamet.com/offer/17-4ph-x5crnicunb164-aisi-630-uns-s17400-1-4542-stainless-steel |
| [6] | Wang, Z.; Grimm, M.; Lindner, T.; Schubert, F.; Winkler, K.; Berger, R.; et al. Wear and corrosion properties of low-temperature nitrocarburized 17-4PH SLM components. Surface and Coatings Technology 2024, 494. |
| [7] | Li, K.; Sridar, S.; Tan, S.; Xiong, W. Effect of Homogenization on Precipitation Behavior and Strengthening of 17-4PH Stainless Steel Fabricated Using Laser Powder Bed Fusion. |
| [8] | Murayama, M.; Katayama, Y.; Hono, K. Microstructural Evolution in a 17-4 PH Stainless Steel after Aging at 400 C; 1999; Vol. 30. |
| [9] | Wang, T.; Wang, Z. Y.; Wang, R.; Wang, M. S.; Wu, C. L.; Zhang, C. H.; et al. Effect of solution aging treatment on corrosion resistance and erosion resistance of laser metal deposition 17-4PHss. Engineering Failure Analysis 2025, 169. |
| [10] | An, S.; Eo, D. R.; Sohn, I.; Choi, K. Homogenization on solution treatment and its effects on the precipitation-hardening of selective laser melted 17-4PH stainless steel. Journal of Materials Science and Technology 2023, 166, 47–57. |
| [11] | Hsiao, C. N.; Chiou, C. S.; Yang, J. R. Aging Reactions in a 17-4 PH Stainless Steel; 2002; Vol. 74. |
| [12] | Peixinho, N.; Pereira, R.; Carneiro, V.; Costa, S.; Blanco, V. Development of laser heat treatment process for assisted forming of aluminum alloys. In 2021 6th International Conference on Smart and Sustainable Technologies, SpliTech 2021; Institute of Electrical and Electronics Engineers Inc., 2021. |
| [13] | Cheruvathur, S.; Lass, E. A.; Campbell, C. E. Additive Manufacturing of 17-4 PH Stainless Steel: Post-processing Heat Treatment to Achieve Uniform Reproducible Microstructure. JOM 2016, 68(3), 930–942. |
| [14] | LeBrun, T.; Nakamoto, T.; Horikawa, K.; Kobayashi, H. Effect of retained austenite on subsequent thermal processing and resultant mechanical properties of selective laser melted 17-4 PH stainless steel. Materials and Design 2015, 81, 44–53. |
| [15] | Swetlicki, A.; Walczak, M.; Szala, M.; Turek, M.; Chocyk, D. Effects of ageing heat treatment temperature on the properties of DMLS additive manufactured 17-4PH steel. Bulletin of the Polish Academy of Sciences: Technical Sciences 2023, 71(4). |
| [16] | Lashgari, H. R.; Adabifiroozjaei, E.; Kong, C.; Molina-Luna, L.; Li, S. Heat treatment response of additively manufactured 17-4PH stainless steel. Materials Characterization 2023, 197. |
| [17] | Li, N.; Wang, Q.; Niu, W.; Han, P.; Guo, N.; Li, S. Microstructure and wear behaviors of 17-4 PH stainless steel fabricated by laser cladding with post laser shock peening treatment. Wear 2024, 538–539. |
| [18] | Ours, B.; Rehman, H. U.; Downard, S.; Cyders, T.; Wisner, B. Localized Laser Heat Treatment on AISI 1045 Steel Using a LPBF Laser. Engineering Reports 2024. |
| [19] | Kramer, S.; Jarwitz, M.; Schulze, V.; Zanger, F. Local laser heat treatment of AlSi10Mg as-built parts produced by Laser Powder Bed Fusion. In Procedia CIRP; Elsevier B. V., 2024; Vol. 124, pp 74–77. |
| [20] | Schüßler, P.; Damon, J.; Mühl, F.; Dietrich, S.; Schulze, V. Laser surface hardening: A simulative study of tempering mechanisms on hardness and residual stress. Computational Materials Science 2023, 221. |
| [21] | Lesyk, D. A.; Mordyuk, B. M.; Alnusirat, W.; Martinez, S.; Dzhemelinskyi, V. V.; Goncharuk, O. O.; et al. ULTRASONIC SURFACE FINISHING OF AISI 1045 STEEL HARDENED BY LASER HEAT TREATMENT WITH FIBRE LASER AND SCANNING OPTICS: LAYERED-STRUCTURE-INDUCED HARDENING AND ENHANCED SURFACE MORPHOLOGY. Progress in Physics of Metals 2024, 25(4), 822–867. |
| [22] | Lesyk, D. A.; Martinez, S.; Mordyuk, B. N.; Dzhemelinskyi, V. V.; Lamikiz; Prokopenko, G. I.; et al. Microstructure related enhancement in wear resistance of tool steel AISI D2 by applying laser heat treatment followed by ultrasonic impact treatment. Surface and Coatings Technology 2017, 328, 344–354. |
| [23] | Merlin, M.; Morales, C.; Ferroni, M.; Fortini, A.; Soffritti, C. Influence of Heat Treatment Parameters on the Microstructure of 17-4 PH Single Tracks Fabricated by Direct Energy Deposition. Applied Sciences (Switzerland) 2024, 14(2). |
| [24] | Wang, J.; Xia, J.; Liu, Z.; Xu, L.; Liu, J.; Xiao, Y.; et al. A comprehensive review of metal laser hardening: mechanism, process, and applications. International Journal of Advanced Manufacturing Technology. Springer Science and Business Media Deutschland GmbH October 1, 2024. |
| [25] | Ali, M.; Almotari, A.; Qattawi, A. Influence of in situ heating and laser remelting on martensitic precipitation-hardening stainless steel fabricated by laser powder bed fusion. Progress in Additive Manufacturing 2024. |
| [26] | Zhang, W.; Jiang, T.; Li, J.; Liu, L. Effect of laser heat treatment on the microstructure and properties of alloy 800H. Metals 2019, 9(3). |
| [27] | Mullo, J. L.; Ramos-Grez, J. A.; Barrionuevo, G. O. Effect of Laser Heat Treatment on the Mechanical Performance and Microstructural Evolution of AISI 1045 Steel-2017-T4 Aluminum Alloy Joints during Rotary Friction Welding. Journal of Materials Engineering and Performance 2021, 30(4), 2617–2631. |
| [28] | Morgan, S. D.; Gagnon, R. J. A systematic literature review of remanufacturing scheduling. International Journal of Production Research 2013, 51(16), 4853–4879. |
| [29] | Pahlevan-Sharif, S.; Mura, P.; Wijesinghe, S. N. R. A systematic review of systematic reviews in tourism. Journal of Hospitality and Tourism Management 2019, 39, 158–165. |
| [30] | Aromataris, E.; Fernandez, R.; Godfrey, C. M.; Holly, C.; Khalil, H.; Tungpunkom, P. Summarizing systematic reviews: Methodological development, conduct and reporting of an umbrella review approach. International Journal of Evidence-Based Healthcare 2015, 13(3), 132–140. |
| [31] | Ilanlou, M.; Shoja Razavi, R.; Pirali, P.; Borhani, M. Additive manufacturing of functionally graded stellite6/17-4 PH fabricated via direct laser deposition. Journal of Materials Research and Technology 2024, 32, 985–999. |
| [32] | Chen, H.; Du, Y.; Liang, Q.; Ma, W.; Tu, J. Effect of double aging treatment on the tribological properties of 15-5PH coating on 17-4PH stainless steel by laser cladding. Journal of Materials Research and Technology 2025, 35, 4378–4389. |
| [33] | Pilehrood, A. E.; Mashhuriazar, A.; Baghdadi, A. H.; Sajuri, Z.; Omidvar, H. Effect of laser metal deposition parameters on the characteristics of stellite 6 deposited layers on precipitation-hardened stainless steel. Materials 2021, 14(19). |
| [34] | Steponaviciute, A.; Selskiene, A.; Stravinskas, K.; Borodinas, S.; Mordas, G. 17-4 PH stainless-steel as a material for high resolution laser metal deposition. In Materials Today: Proceedings; Elsevier Ltd, 2021; Vol. 52, pp 2268–2272. |
| [35] | Dash, A.; Bose, S.; Bandyopadhyay, A. Additively manufactured 17–4 PH stainless steels for fracture management devices. Virtual and Physical Prototyping 2024, 19(1). |
| [36] | Wang, D.; Cheng, D.; Zhou, Z.; Wang, W.; Hu, B.; Xie, Y.; et al. Effect of laser power on the microstructure and properties of additive manufactured 17-4 PH stainless steel in different fabrication atmosphere. Materials Science and Engineering: A 2022, 839. |
| [37] | Yu, Z.; Zheng, Y.; Chen, J.; Wu, C.; Xu, J.; Lu, H.; et al. Effect of laser remelting processing on microstructure and mechanical properties of 17-4 PH stainless steel during laser direct metal deposition. Journal of Materials Processing Technology 2020, 284. |
| [38] | Wang, T.; Wang, M. S.; Xu, T. Z.; Wu, C. L.; Zhang, C. H.; Zhang, S.; et al. Enhancing Wear Resistance and Erosion Wear Performance of Laser Additive Manufactured 17-4PHss through Solution Aging Treatment. Journal of Thermal Spray Technology 2024, 33(7), 2350–2366. |
| [39] | Mathoho, I.; Akinlabi, E. T.; Arthur, N.; Tlotleng, M. Impact of DED process parameters on the metallurgical characteristics of 17-4 PH SS deposited using DED. CIRP Journal of Manufacturing Science and Technology 2020, 31, 450–458. |
| [40] | Li, G.; Wang, Z.; Yao, L.; Ding, J.; Gao, J. Component mixing in laser cladding processes: From single-track to single-layer multi-track and multi-layer multi-track. Surface and Coatings Technology 2023, 455. |
| [41] | Przestacki, D.; Kukliński, M.; Bartkowska, A. Influence of laser heat treatment on microstructure and properties of surface layer of Waspaloy aimed for laser-assisted machining. International Journal of Advanced Manufacturing Technology 2017, 93(9–12), 3111–3123. |
| [42] | Lashgari, H. R.; Xue, Y.; Onggowarsito, C.; Kong, C.; Li, S. Microstructure, Tribological Properties and Corrosion Behaviour of Additively Manufactured 17-4PH Stainless Steel: Effects of Scanning Pattern, Build Orientation, and Single vs. Double scan. Materials Today Communications 2020, 25. |
| [43] | Mahmoudi, M.; Elwany, A.; Yadollahi, A.; Thompson, S. M.; Bian, L.; Shamsaei, N. Mechanical properties and microstructural characterization of selective laser melted 17-4 PH stainless steel. Rapid Prototyping Journal 2017, 23(2), 280–294. |
| [44] | Lesyk, D. A.; Martinez, S.; Mordyuk, B. N.; Dzhemelinskyi, V. V.; Lamikiz, A.; Prokopenko, G. I. Effects of laser heat treatment combined with ultrasonic impact treatment on the surface topography and hardness of carbon steel AISI 1045. Optics and Laser Technology 2019, 111, 424–438. |
| [45] | Schroeder, R.; Hammes, G.; Binder, C.; Klein, A. N. Plasma Debinding and Sintering of Metal Injection Moulded 17-4PH stainless steel. Materials Research 2011, 14(4), 564–568. |
| [46] | Eskandari, H.; Lashgari, H. R.; Ye, L.; Eizadjou, M.; Wang, H. Microstructural characterization and mechanical properties of additively manufactured 17–4PH stainless steel. Materials Today Communications 2022, 30. |
| [47] | Sabooni, S.; Chabok, A.; Feng, S. C.; Blaauw, H.; Pijper, T. C.; Yang, H. J.; et al. Laser powder bed fusion of 17–4 PH stainless steel: A comparative study on the effect of heat treatment on the microstructure evolution and mechanical properties. Additive Manufacturing 2021, 46. |
| [48] | Zhao, Y.; Chen, J.; Zhao, G.; Yu, Z.; Ren, X.; Wang, Q.; et al. Significant Grain Refinement in 17-4PH Stainless Steels by In Situ Alloying with TiB2 Additives During Laser Powder-Bed Fusion. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science 2024. |
| [49] | Yu, D. T.; Wu, C. L.; Zhang, S.; Zhang, C. H.; Chen, H. T.; Tao, X. P. Effects of heat treatment on the nano-indentation, corrosion and cavitation erosion behavior of 17-4PH stainless steel by laser surface melting. Surface and Coatings Technology 2024, 484. |
| [50] | Cooke, S.; Ahmadi, K.; Willerth, S.; Herring, R. Metal additive manufacturing: Technology, metallurgy and modelling. Journal of Manufacturing Processes. Elsevier Ltd September 1, 2020, pp 978–1003. |
| [51] | Wu, C.; Chen, J.; Yu, Z.; Yu, C.; Xu, J.; Lu, H. Heterogeneous mechanical properties along the building direction in direct laser deposited 17-4 PH steel. Materials Science and Engineering: A 2021, 825. |
| [52] | Lambert, P. K.; Piloseno, B. K.; Warner, J. D.; Gienger, E. B.; Choi, A.; Presley, M.; et al. Evaluating the impacts of surface roughness and microstructure on the size effect in two additively manufactured stainless steels. Materials and Design 2024, 246. |
| [53] | Aripin, M. A.; Sajuri, Z.; Jamadon, N. H.; Baghdadi, A. H.; Syarif, J.; Mohamed, I. F.; et al. Effects of Build Orientations on Microstructure Evolution, Porosity Formation, and Mechanical Performance of Selective Laser Melted 17-4 PH Stainless Steel. Metals 2022, 12(11). |
| [54] | Kukliński, M.; Szymański, M.; Przestacki, D. Laser heat treatment of nickel-based alloys – a review. Archives of Mechanical Technology and Materials 2019, 39(1), 46–53. |
| [55] | Li, C.; Chen, Y.; Zhang, X.; Liu, T.; Peng, Y.; Wang, K. Effect of heat treatment on microstructure and mechanical properties of 17-4PH stainless steel manufactured by laser-powder bed fusion. Journal of Materials Research and Technology 2023, 26, 5707–5715. |
| [56] | Naskar, S.; Suryakumar, S.; Panigrahi, B. B. Heat treatments effects on Wear performance of Laser based Powder Bed Fusion fabricated Inconel 718 alloy. Wear 2024, 556–557. |
| [57] | Han, Q.; Jiao, Y. Effect of heat treatment and laser surface remelting on AlSi10Mg alloy fabricated by selective laser melting. International Journal of Advanced Manufacturing Technology 2019, 102(9–12), 3315–3324. |
| [58] | Palmieri, M. E.; Tricarico, L. Investigation of Two Laser Heat Treatment Strategies for Local Softening of a Sheet in Age-Hardening Aluminum Alloy by Means of Physical Simulation. Journal of Materials Engineering and Performance 2024. |
| [59] | Lesyk, D.; Dzhemelinskyi, V.; Mordyuk, B.; Martinez, S.; Kondrashev, P.; Grzesiak, D.; et al. SURFACE QUALITY IMPROVEMENT OF STEEL PARTS BY COMBINED LASER-ULTRASONIC TREATMENT: DETERMINATION ALGORITHM OF TECHNOLOGICAL PARAMETERS. Eastern-European Journal of Enterprise Technologies 2023, 2(12–122), 17–26. |
| [60] | Eliaz, N.; Foucks, N.; Geva, D.; Oren, S.; Shriki, N.; Vaknin, D.; et al. Comparative quality control of titanium alloy Ti-6Al-4V, 17-4 PH stainless steel, and aluminum alloy 4047 either manufactured or repaired by laser engineered net shaping (LENS). Materials 2020, 13(18). |
| [61] | Eisazadeh, H.; Khadka, S.; Wang, X.; Yuya, P. A comparative study of the mechanical characteristics of additively and conventionally fabricated 17-4 precipitation hardened stainless steel. Progress in Additive Manufacturing 2024. |
| [62] | Zhang, Z.; Zhao, Y.; Shan, J.; Wu, A.; Gu, H.; Tang, X. Influence of heat treatment on microstructures and mechanical properties of K447A cladding layers obtained by laser solid forming. Journal of Alloys and Compounds 2019, 790, 703–715. |
| [63] | Cholkar, A.; Chatterjee, S.; Kumar, S.; Sedaček, M.; Podgornik, B.; Kinahan, D.; et al. Combining Ultrafast Laser Texturing and Laser Hardening to Enhance Surface Durability by Improving Hardness and Wear Performance. Advanced Engineering Materials 2024. |
| [64] | Maharjan, N.; Wu, N.; Zhou, W. Hardening efficiency and microstructural changes during laser surface hardening of 50crmo4 steel. Metals 2021, 11(12). |
| [65] | Sabzi, H. E.; Lim, S. H.; Crociata, D. Della; Castellote-Alvarez, R.; Simonelli, M.; San-Martín, D.; et al. Genetic design of precipitation-hardening stainless steels for additive manufacturing. Acta Materialia 2024, 274. |
| [66] | Zhang, H.; Xing, J.; Wang, L.; Yang, B.; Gu, D. Tailoring multiscale microstructures for balanced mechanical and thermal performance of difficult-to-process pure Al parts produced by laser powder bed fusion additive manufacturing. CIRP Journal of Manufacturing Science and Technology 2025, 59, 207–222. |
| [67] | Al-Helli, A. H.; Hamza, A. K. Laser Treatment Influence on Estimated Fatigue Life of AA2017. IOP Conference Series: Materials Science and Engineering 2021, 1094(1), 012165. |
| [68] | Telrandhe, S. V.; Bhagyaraj, J.; Mishra, S.; Karagadde, S. A new approach to control and optimize the laser surface heat treatment of materials. Journal of Materials Processing Technology 2018, 262, 492–502. |
APA Style
Olabisi, M. F., Botes, A., Dreyer, B. (2026). Laser-based Heat Treatment Process Development for Laser Metal Deposition Layer/s on Heat-sensitive Alloy 17-4 PH: A Systematic Review. American Journal of Materials Synthesis and Processing, 11(1), 1-22. https://doi.org/10.11648/j.ajmsp.20261101.11
ACS Style
Olabisi, M. F.; Botes, A.; Dreyer, B. Laser-based Heat Treatment Process Development for Laser Metal Deposition Layer/s on Heat-sensitive Alloy 17-4 PH: A Systematic Review. Am. J. Mater. Synth. Process. 2026, 11(1), 1-22. doi: 10.11648/j.ajmsp.20261101.11
@article{10.11648/j.ajmsp.20261101.11,
author = {Michael Femi Olabisi and Annelize Botes and Bernard Dreyer},
title = {Laser-based Heat Treatment Process Development for Laser Metal Deposition Layer/s on Heat-sensitive Alloy 17-4 PH: A Systematic Review},
journal = {American Journal of Materials Synthesis and Processing},
volume = {11},
number = {1},
pages = {1-22},
doi = {10.11648/j.ajmsp.20261101.11},
url = {https://doi.org/10.11648/j.ajmsp.20261101.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajmsp.20261101.11},
abstract = {Laser Metal Deposition (LMD) is a powerful technique for fabricating and repairing complex metal components. However, it often results in residual stresses, uneven microstructures, and inconsistent mechanical properties due to the rapid thermal cycling. Laser-Based Heat Treatment (LBHT) offers a precise, localised post-processing solution to address these challenges, but its application to 17-4 PH stainless steel processed with LMD remains underexplored. This systematic review analysed 55 peer-reviewed studies published between 2015 and 2025, sourced from Scopus, Web of Science, Taylor & Francis Online, and IEEE Xplore. It focused on how LBHT processes parameters such as laser power, scan speed, laser beam diameter, and over-lap ratio affect microstructural evolution, stress relief, precipitation behaviour, and recovery of mechanical performance in LMD 17-4 PH. The review highlights the advantages of LBHT over conventional furnace heat treatments. However, significant gaps remain, including the lack of standardised process parameters, the minimal integration of in situ LBHT during LMD, and limited long-term performance data. Key recommendations include developing hybrid LMD-LBHT systems, applying machine learning to optimise process parameters, and establishing standardised testing and evaluation protocols. This review provides a comprehensive foundation for driving research and enabling reliable use of LBHT in the additive manufacturing of 17-4 PH components.},
year = {2026}
}
TY - JOUR T1 - Laser-based Heat Treatment Process Development for Laser Metal Deposition Layer/s on Heat-sensitive Alloy 17-4 PH: A Systematic Review AU - Michael Femi Olabisi AU - Annelize Botes AU - Bernard Dreyer Y1 - 2026/02/06 PY - 2026 N1 - https://doi.org/10.11648/j.ajmsp.20261101.11 DO - 10.11648/j.ajmsp.20261101.11 T2 - American Journal of Materials Synthesis and Processing JF - American Journal of Materials Synthesis and Processing JO - American Journal of Materials Synthesis and Processing SP - 1 EP - 22 PB - Science Publishing Group SN - 2575-1530 UR - https://doi.org/10.11648/j.ajmsp.20261101.11 AB - Laser Metal Deposition (LMD) is a powerful technique for fabricating and repairing complex metal components. However, it often results in residual stresses, uneven microstructures, and inconsistent mechanical properties due to the rapid thermal cycling. Laser-Based Heat Treatment (LBHT) offers a precise, localised post-processing solution to address these challenges, but its application to 17-4 PH stainless steel processed with LMD remains underexplored. This systematic review analysed 55 peer-reviewed studies published between 2015 and 2025, sourced from Scopus, Web of Science, Taylor & Francis Online, and IEEE Xplore. It focused on how LBHT processes parameters such as laser power, scan speed, laser beam diameter, and over-lap ratio affect microstructural evolution, stress relief, precipitation behaviour, and recovery of mechanical performance in LMD 17-4 PH. The review highlights the advantages of LBHT over conventional furnace heat treatments. However, significant gaps remain, including the lack of standardised process parameters, the minimal integration of in situ LBHT during LMD, and limited long-term performance data. Key recommendations include developing hybrid LMD-LBHT systems, applying machine learning to optimise process parameters, and establishing standardised testing and evaluation protocols. This review provides a comprehensive foundation for driving research and enabling reliable use of LBHT in the additive manufacturing of 17-4 PH components. VL - 11 IS - 1 ER -
Department of Mechanical Engineering, Nelson Mandela University, Port Elizabeth, South Africa
Department of Mechanical Engineering, Nelson Mandela University, Port Elizabeth, South Africa
Department of Mechanical Engineering, Nelson Mandela University, Port Elizabeth, South Africa
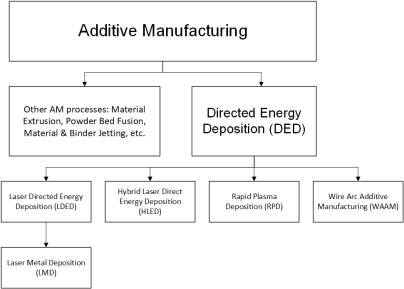
Figure 1. Overview of AM processes.
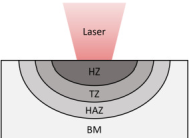
Figure 2. Schematic of the LBHT process and associated zones within a steel alloy [20].

Figure 3. PRISMA flowchart outlining the framework used for article inclusion.
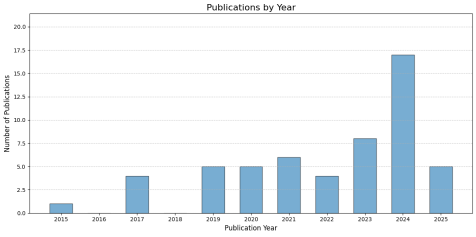
Figure 4. Annual distribution of publications included in the literature review from 2015 to 2025.
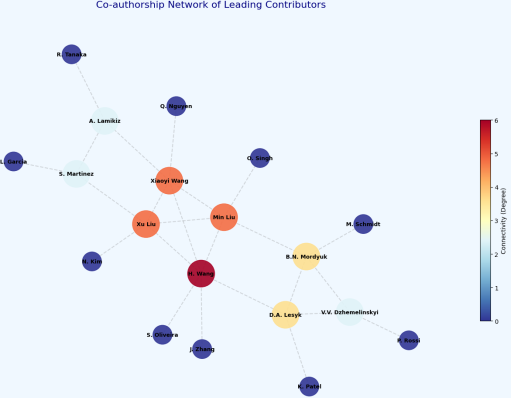
Figure 5. Map showing collaborating authors in this research field.
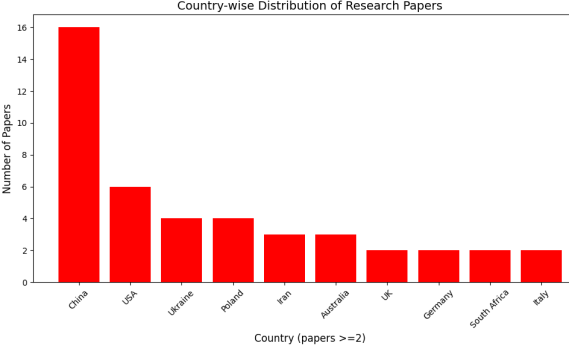
Figure 6. Country-wise distribution of publications included in the literature review (countries with ≥2 papers).
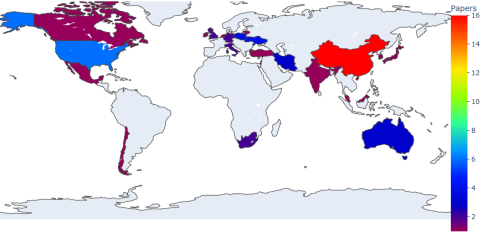
Figure 7. Schematic representation of the global distribution of publications.

Figure 8. Schematic representation of the keywords employed in the search process.
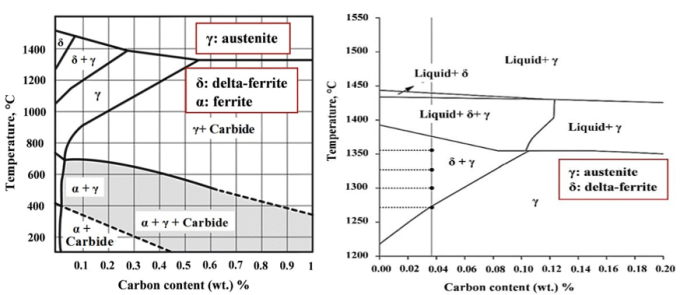
Figure 9. Phase transformation diagrams of Fe–C system (a) General equilibrium phases including δ-ferrite, austenite, and carbide regions. (b) Low-carbon region highlighting δ → γ solidification pathway relevant to 17-4 PH stainless steel [45].
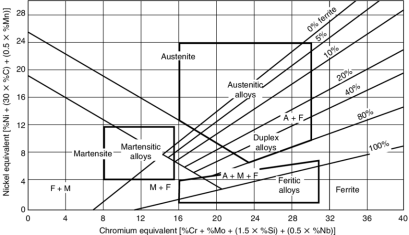
Figure 10. Schaeffler illustrating phase prediction and solidification behaviour in laser-processed 17-4 PH stainless steel [48].
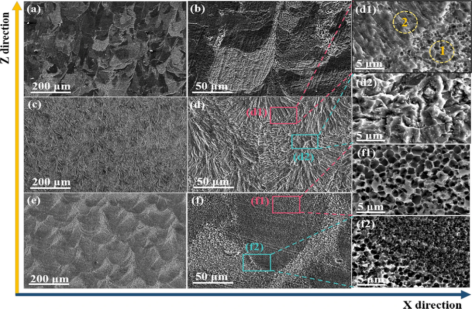
Figure 11. SEM micrographs of as-built 17-4 PH samples showing columnar grain formation increases as the TiB₂ content rises: (a, b) without TiB₂, (c, d, d1, d2) with 1.5% TiB₂, and (e, f, f1, f2) with 3% TiB₂ [48].
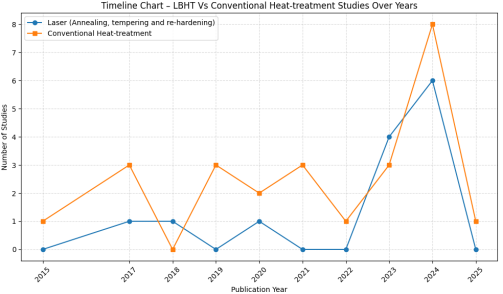
Figure 12. Prevalence of LBHT vs Conventional Methods in Reviewed Literature Over the Years.
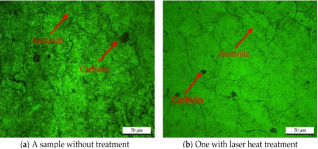
Figure 13. Microstructure diagrams of the alloy samples showing (a) the untreated sample and (b) the sample after treatment [62].
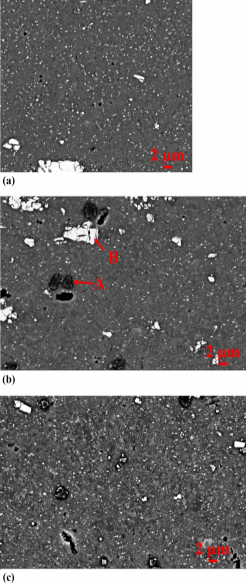
Figure 14. BSE-SEM images: (a) as-received material, (b) 10 mm from the specimen centre after the SLP-Vt5 cycle, and (c) 9 mm from the specimen centre after the SLP-Vt10 cycle, showing regions of minimum hardness with white and dark precipitates indicating micros [58].
Information

