Fluidized bed drying is an efficient and widely used method for drying wet powders and granular products. To optimize this drying process, several approaches for modeling, including empirical, semi-empirical, or more complex computational fluid dynamics models are used. This work aims to simulate batch fluidized bed drying processes of alumina using the multi-phase model equation. Firstly, a thermodynamic characterization of alumina was carried out using the static gravimetric method to determine sorption isotherms, enthalpy and entropy. Than, drying kinetics at different operating conditions (temperature and air flow) are investigated. Finaly, A three-phase mathematical model describing the fluidized bed dryer has been provided based on a numerical method. The system of equations (heat and mass transfer) is solved numerically by the finite element method using "COMSOL multiphasic" software. Results show that, for the sorption isothermes, the increase in temperature inducing the decrease in the equilibrium water content, and that the GAB model can describe correctly experimental isotherms. The high sorption enthalpy value (8000 kJ/mol) is an indication of the strong water-solid surface interaction in the product. The desorption entropy has a high dependence on the water content, particularly for low water contents. The maximum desorption entropy value reaches 200 kJ/mol. K at low equilibrium water contents values. Temperature is the major factor influencing drying kinetics. According to the fluidized bed drying simulation, results show the capacity of the three-phase Kunii-Levenspiel model to describe and predect the spacio-temporal distribution of water content of alumina and temperature in the fluized bed during drying The model was validated on distinct operating conditions.
| Published in | American Journal of Mechanics and Applications (Volume 12, Issue 1) |
| DOI | 10.11648/j.ajma.20251201.12 |
| Page(s) | 11-21 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Fluidized Bed Drying, Alumina, Three-Phase Mathematical Model
Model | Equations | Parameters |
|---|---|---|
G. A. B [5] |
| C |
K | ||
Oswin [6] |
| a |
b | ||
Dent [7] |
| K1 |
K2 | ||
Henderson [8] |
| a |
b | ||
Halsey [9] |
| b |
c |
Cg | Mass Thermal Capacity of the Drying Gas (J kg-1 K-1) |
Cp | Mass Thermal Capacity of Dry Particles (J kg-1 K-1) |
Cw | Mass Thermal Capacity of Water in Liquid State (J kg- 1 K-1) |
Cwv | Mass Thermal Capacity of Gaseous Water (J kg-1 K-1) |
dp | Particle Diameter (m) |
Db0 | Minimum Bubble Diameter (m) |
dbm | Maximum Bubble Diameter (m) |
db | Bubble Diameter (m) |
g | Gravitational Acceleration (m s-2) |
H | Height of the Expanded Drying Bed(m) |
hp | Heat Transfer Coefficient Between the Drying Gas and the Solid Particles (J s- 1 m-3 K-1) |
Hbc | Volume Coefficient of Heat Transfer Between Bubbles and Cloud Regions Based on the Volume of Bubbles (J s-1 m-3 K-1) |
Hbe | Volume Coefficient of Heat Transfer Between Bubbles and Emulsion Based on Volume Bubbles (J s-1 m-3 K-1) |
Hce | Volume Coefficient of Heat Transfer Between the Cloud-wake Regions and the Emulsion Based on the Volume of the Bubbles (J s-1 m-3 K-1) |
Hmf | Bed Height at Minimum Fluidization Conditions (m) |
kp | Evaporation Coefficient (Kg m-2 s-1) |
kg | Thermal Conductivity of the Drying Gas on Intake (Wm-1K-1) |
Kbc | Gas Exchange Coefficient Between Bubbles and Cloud-wake Regions Based on Bubble Volume (s-1) |
Kbe | Gas Exchange Coefficient Between Bubbles and Emulsion Based on Bubble Volume (s-1) |
Kce | Exchange Coefficient Gas Between the Regions of Cloud-wake and the Emulsion Based on the Volume of Bubbles (s-1) |
Psat | Saturation Pressure (Pa) |
Pr | Number of Prandtl |
R | Specific Constant of Perfect Gases of Water Vapor (J kg -1 K-1) |
Re | Reynolds Number for a Compact Bed |
T | Temperature (K) |
t | Time (s) |
Ubr | Linear Speed of a Single Bubble (m s-1) |
Ub | Surface Speed of the Gas in the Bubble Phase (m s-1) |
Umf | Surface Velocity of the Gas at Minimum Fluidization (m s-1) |
X | Water Content |
Xeq | Equilibrium Water Content |
Xsp | Water Content of the Gas at the Particle Surface |
z | Elevation (m) |
µg | Dynamic Viscosity of the Drying Gas (kg m-1 s- 1) |
ρg | Density of the Gas (kg m-3) |
ρp | Density of a Dry Particle (kg m-3) |
εmf | Porosity at Minimum Fluidization Conditions |
εb | Bubble Porosity |
εp | Volume Fraction of Particle |
𝜆g | Thermal Gas Conductivity (Wm-1 K-1) |
0 | Inlet Gas |
b | Bubble Phase |
e | Emulsion Phase: Interstitial Gas |
p | Emulsion Phase: Solid Particles |
| [1] | Geldart, D. Types of gas fluidization, Powder Technology 1973, 7, 5, 285-292. |
| [2] | Shakourzadeh, K. Techniques de fluidisation, 2002, 1-20. |
| [3] | Kunii et Levenspiel. Fluidization Engineering. J. Wiley & Sons 1969. |
| [4] | Byung-Nam, K., Keijiro, H., Koji M., Hidehiro, Y. Effects of heating rate on microstructure and transparency of spark-plasma-sintered alumina, Journal of the European Ceramic Society 2009, 29, 323–327. |
| [5] | Anderson, R, B. Modifications of the Brunner. Emmet and Teller equations. Journal of the American Chemical Society 1946, 68, 651-658. |
| [6] | Oswin, C. R. The kinetics of packing life III. The isotherm. Journal Chemical Indian 1946, 419-423. |
| [7] | Dent, R. W. A sorption theory for gas mixtures. Polym. Eng. Sci 1980, 20, 286–289. |
| [8] | Henderson, S. M. A basic concept of equilibrium moisture. Agriculture Engineering 1952, 33, 29-32. |
| [9] | Halsey, G. Physical adsorption on nonuniform surfaces. Journal Chemical and physics 1948, 931-937. |
| [10] | García-Pérez J. V., Carcel J. A., García-Alvarado M. A., Mulet A. Garcia-Perez et al., Simulation of grape stalk deep bed drying. Journal of Food Engineering, 90, 2, 2009, pp 308-314. |
| [11] | Correia, R., Paulo, B. B., Prata, A. S., Ferreira, A. D., Fluid dynamics performance of phase change material particles in a Wurster spout–fluid bed Particuology, 42, 2019, pp 163-175. |
| [12] | Patankar, S. V. Numerical Heat Transfer and Fluid Flow, Hemisphere P. C, New York 1980. |
| [13] | Dunstan, E. R., Chung, D. S., Hdges, T. O. Adsorption and desorption of water vapor by cereal grains and their products. Part II: Development of the general isotherm equation. Trans. ASAE, 1967, 10, 552-554. |
| [14] | Gravelle, P. C. Methods for the determination of heats of adsorption. Journal of Thermal Analysis 1978, 14, 53-77. |
| [15] | Keey, R. B. Introduction to Industrial Drying Operations, 1st ed. Pergamon Press, New York, 1978. |
| [16] | Everett, D. H. The thermodynamics of adsorption. Part II. Thermodynamics of monolayers on solids. Trans; Faraday Soc 1950, 46, 941- 957. |
| [17] | Richardson, G. B. Planning versus competition. Soviet Studies, 1971, 22(3), 433–446. |
| [18] | Wang, Z. H., Chen, G. Heat and mass transfer in fixed-bed drying, Chemical EngineeringScience, 54, 4233-4243, 1999. |
APA Style
Amira, T., Souhir, G., Ahmed, T. (2025). Mathematical Modeling of Batch Fluidized Bed Drying of Alumina. American Journal of Mechanics and Applications, 12(1), 11-21. https://doi.org/10.11648/j.ajma.20251201.12
ACS Style
Amira, T.; Souhir, G.; Ahmed, T. Mathematical Modeling of Batch Fluidized Bed Drying of Alumina. Am. J. Mech. Appl. 2025, 12(1), 11-21. doi: 10.11648/j.ajma.20251201.12
AMA Style
Amira T, Souhir G, Ahmed T. Mathematical Modeling of Batch Fluidized Bed Drying of Alumina. Am J Mech Appl. 2025;12(1):11-21. doi: 10.11648/j.ajma.20251201.12
@article{10.11648/j.ajma.20251201.12,
author = {Touil Amira and Gritli Souhir and Taieb Ahmed},
title = {Mathematical Modeling of Batch Fluidized Bed Drying of Alumina
},
journal = {American Journal of Mechanics and Applications},
volume = {12},
number = {1},
pages = {11-21},
doi = {10.11648/j.ajma.20251201.12},
url = {https://doi.org/10.11648/j.ajma.20251201.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajma.20251201.12},
abstract = {Fluidized bed drying is an efficient and widely used method for drying wet powders and granular products. To optimize this drying process, several approaches for modeling, including empirical, semi-empirical, or more complex computational fluid dynamics models are used. This work aims to simulate batch fluidized bed drying processes of alumina using the multi-phase model equation. Firstly, a thermodynamic characterization of alumina was carried out using the static gravimetric method to determine sorption isotherms, enthalpy and entropy. Than, drying kinetics at different operating conditions (temperature and air flow) are investigated. Finaly, A three-phase mathematical model describing the fluidized bed dryer has been provided based on a numerical method. The system of equations (heat and mass transfer) is solved numerically by the finite element method using "COMSOL multiphasic" software. Results show that, for the sorption isothermes, the increase in temperature inducing the decrease in the equilibrium water content, and that the GAB model can describe correctly experimental isotherms. The high sorption enthalpy value (8000 kJ/mol) is an indication of the strong water-solid surface interaction in the product. The desorption entropy has a high dependence on the water content, particularly for low water contents. The maximum desorption entropy value reaches 200 kJ/mol. K at low equilibrium water contents values. Temperature is the major factor influencing drying kinetics. According to the fluidized bed drying simulation, results show the capacity of the three-phase Kunii-Levenspiel model to describe and predect the spacio-temporal distribution of water content of alumina and temperature in the fluized bed during drying The model was validated on distinct operating conditions.
},
year = {2025}
}
TY - JOUR T1 - Mathematical Modeling of Batch Fluidized Bed Drying of Alumina AU - Touil Amira AU - Gritli Souhir AU - Taieb Ahmed Y1 - 2025/02/21 PY - 2025 N1 - https://doi.org/10.11648/j.ajma.20251201.12 DO - 10.11648/j.ajma.20251201.12 T2 - American Journal of Mechanics and Applications JF - American Journal of Mechanics and Applications JO - American Journal of Mechanics and Applications SP - 11 EP - 21 PB - Science Publishing Group SN - 2376-6131 UR - https://doi.org/10.11648/j.ajma.20251201.12 AB - Fluidized bed drying is an efficient and widely used method for drying wet powders and granular products. To optimize this drying process, several approaches for modeling, including empirical, semi-empirical, or more complex computational fluid dynamics models are used. This work aims to simulate batch fluidized bed drying processes of alumina using the multi-phase model equation. Firstly, a thermodynamic characterization of alumina was carried out using the static gravimetric method to determine sorption isotherms, enthalpy and entropy. Than, drying kinetics at different operating conditions (temperature and air flow) are investigated. Finaly, A three-phase mathematical model describing the fluidized bed dryer has been provided based on a numerical method. The system of equations (heat and mass transfer) is solved numerically by the finite element method using "COMSOL multiphasic" software. Results show that, for the sorption isothermes, the increase in temperature inducing the decrease in the equilibrium water content, and that the GAB model can describe correctly experimental isotherms. The high sorption enthalpy value (8000 kJ/mol) is an indication of the strong water-solid surface interaction in the product. The desorption entropy has a high dependence on the water content, particularly for low water contents. The maximum desorption entropy value reaches 200 kJ/mol. K at low equilibrium water contents values. Temperature is the major factor influencing drying kinetics. According to the fluidized bed drying simulation, results show the capacity of the three-phase Kunii-Levenspiel model to describe and predect the spacio-temporal distribution of water content of alumina and temperature in the fluized bed during drying The model was validated on distinct operating conditions. VL - 12 IS - 1 ER -
Research Laboratory for Sciences and Technologies of Environment, High Institute of Sciences and Technologies of Environment of Borj Cedria, University of Carthage, Carthage, Tunisia
Research Laboratory for Sciences and Technologies of Environment, High Institute of Sciences and Technologies of Environment of Borj Cedria, University of Carthage, Carthage, Tunisia
Thermal and Thermodynamic Research Laboratory of Industrial Processes, National Engineering School of Monastir, University of Monastir, Monastir, Tunisia

Figure 1. Batch Fluidized Bed Dryer.
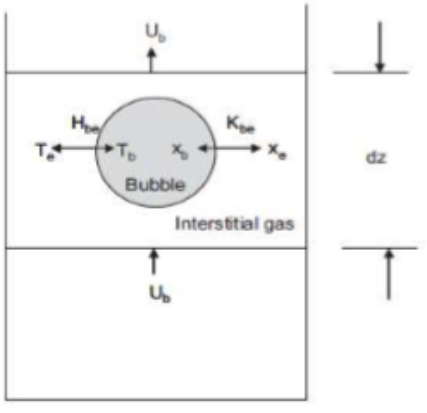
Figure 2. Mass and heat transfer between the bubbles and the interstitial gas.
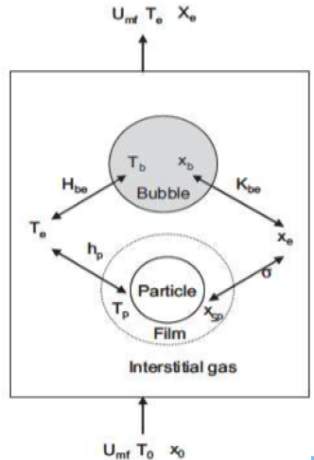
Figure 3. Mass and energy transfer for the interstitial gas with bubble and particle phases.
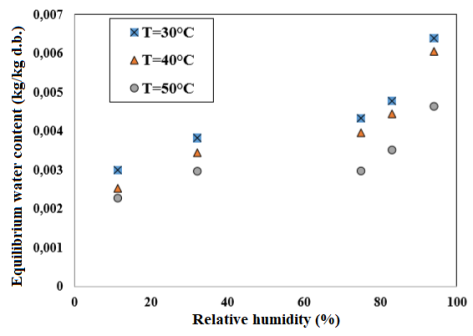
Figure 4. Desorption isotherms at different temperatures.
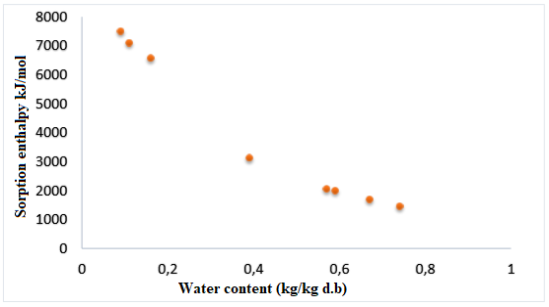
Figure 5. Variation of the enthalpy of desorption as a function of the water content.
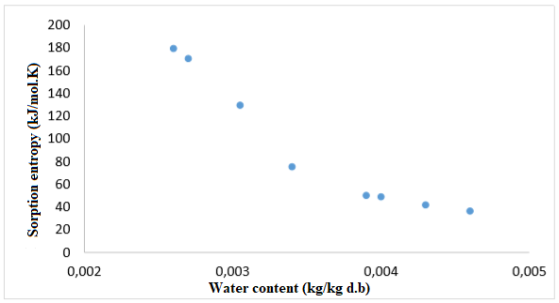
Figure 6. Variation of the desorption entropy as a function of the water content.
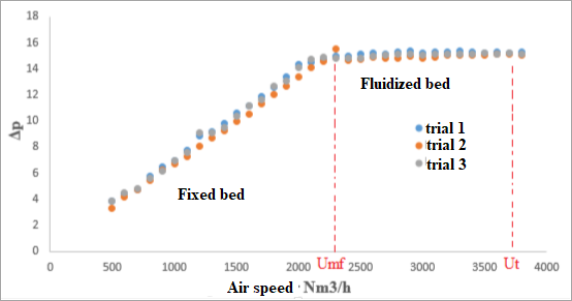
Figure 7. Evolution of the pressure drop of a bed of particles as a function of the speed.
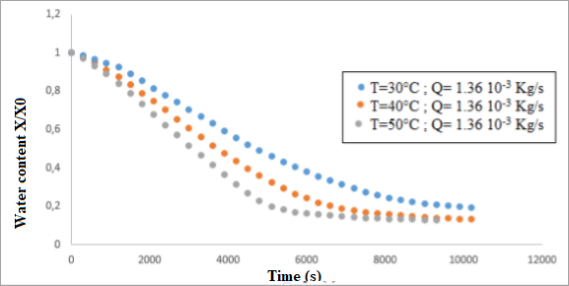
Figure 8. Evolution of the alumina water content versus time at different temperatures of the drying air.
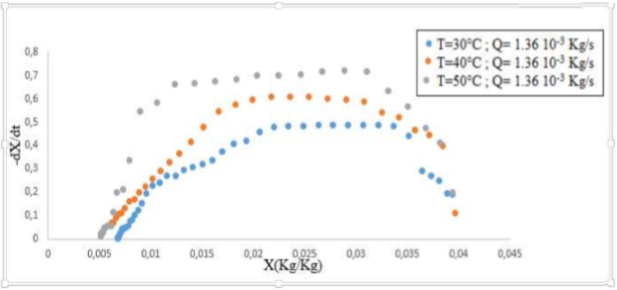
Figure 9. Evolution of the drying speed of alumina at different temperatures of the drying air.
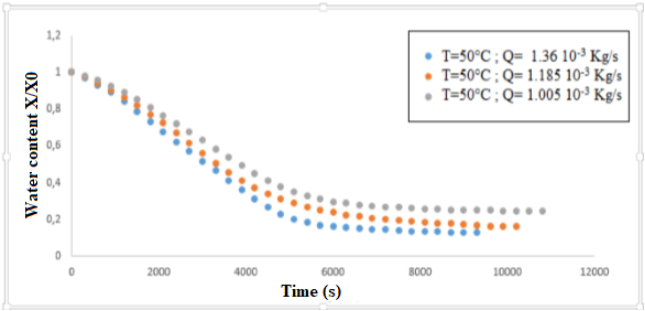
Figure 10. Evolution of the water content as a function of time at different air flows.
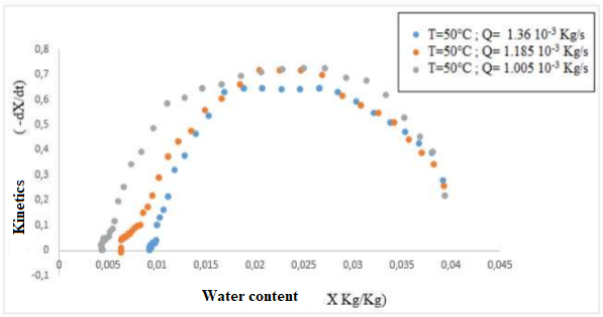
Figure 11. Evolution of the drying speed of alumina at different flow rates of the drying air.
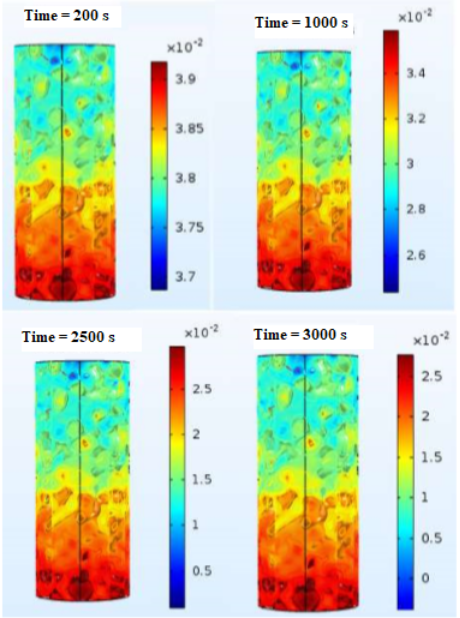
Figure 12. Spatio-temporal distribution of water content at t=200 s, t=1000 s, t=2500 s and t=3000 s.
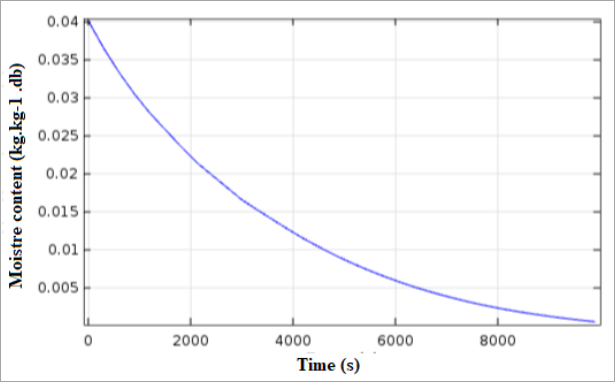
Figure 13. The simulated average water content.

Figure 14. Comparison between simulated and experimental average water contents.

Figure 15. Evolution of the temperature.
Information

